
 www.laserpulse.ir
www.laserpulse.irکدام برش لیزری آلومینیوم را انتخاب کنید؟
در ادامه مقاله قبلی در این مقاله به این موضوع خواهیم پرداخت که کدام نوع برش لیزری آلومینیوم را انتخاب کنید؟ انتخاب نوع مناسب برش آلومینیوم به چند عامل بستگی دارد که در ادامه به آنها اشاره خواهیم نمود:
در مرحله اول، مهم است که درجه آلومینیومی را که میخواهید برش دهید، در نظر بگیرید، زیرا درجههای بالاتر با عناصر آلیاژی بیشتر (که با فلزات دیگر مانند مس و منیزیم مخلوط میشوند) راحت تر برش داده میشوند.
لیزرهای فایبر و YAG برای برش مواد بازتابنده مانند آلومینیوم بهتر هستند، در حالی که لیزرهای CO2 بیشتر در معرض آسیب هستند.
وقتی نوبت به قدرت می رسد، انتخاب لیزر با قدرت بیشتر بهتر است. خدمات جوش لیزر فایبر Fiber قدرتمند یا خدمات جوش لیزر Nd: YAG نتایج بهتری نسبت به لیزر CO2 با پارامترهای مشابه به شما می دهد.
برای مبارزه با ماهیت بازتابی آلومینیوم، باید روی فاصله مناسب تمرکز کنید تا نقطه فوکوس را در انتهای دورتر ماده نگه دارید. این موضع همچنین به کاهش بروز تفاله کمک می نماید.
به طور خلاصه، هنگام انتخاب برش لیزری برای برش آلومینیوم، بهتر است از لیزر فایبر قوی یا لیزر YAG استفاده کنید، درجه آلومینیومی را که می خواهید برش دهید در نظر بگیرید و فواصل فوکوس مناسب را در نظر داشته باشید.
چگونه صفحات آلومینیومی را با لیزر برش دهیم؟
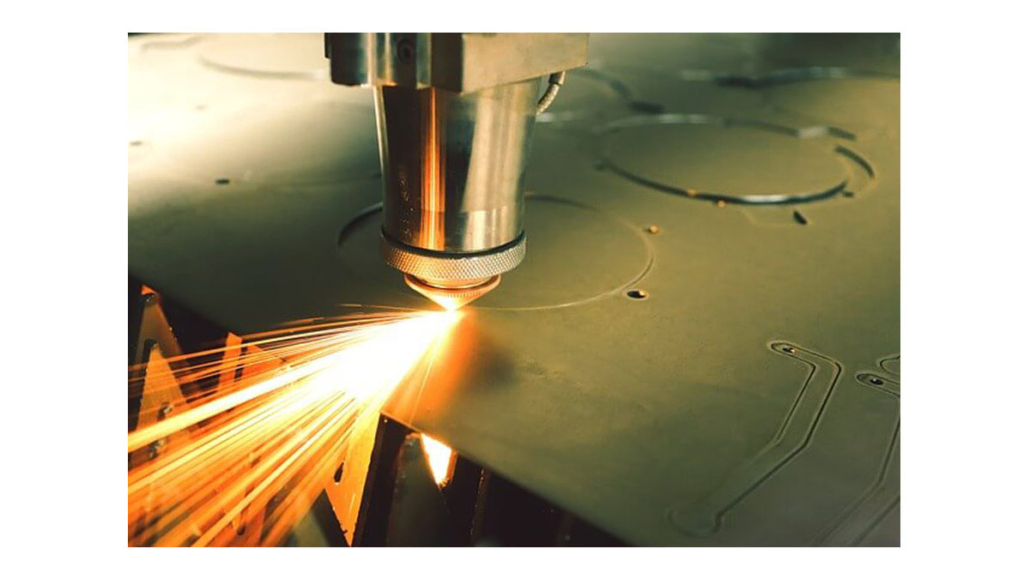
فرآیند برش لیزری صفحات آلومینیومی شامل استفاده از پرتو لیزر پرقدرت برای ذوب یا تبخیر مواد است که منجر به برش تمیز و دقیق می شود. ابتدا پرتو لیزر بر روی سطح صفحه آلومینیومی هدایت می شود و باعث میگردد که به نقطه ذوب یا جوش برسد.
در عین حال، از گاز پرفشار برای دمیدن مواد ذوب شده یا بخار شده استفاده می شود. این امر کمک مینماید تا ناحیه برش از پیلیس ها دور بماند، همچنین از گرم شدن بیش از حد سر برش جلوگیری میشود. این فرآیند منجر به برش تمیز و دقیق میگردد. این گاز را گاز کمکی مینامند.
چه نوع گازی برای برش آلومینیوم بهتر است؟
گاز نیتروژن معمولاً برای برش آلومینیوم استفاده می شود. این گاز یک گاز بی اثر است که از واکنش های اضافی تولید گرما جلوگیری می کند و در نتیجه برش های تمیزتر با سرعت بیشتری انجام میگردد.
برشهای لیزری از گرمای لیزر برای ذوب مواد استفاده میکنند و سپس از یک جت گاز نیتروژن برای حذف فلز اضافی از سطوح بریده شده استفاده می شود. گازهای کمکی دیگر مانند اکسیژن، هوا و آرگون نیز می توانند برای برش لیزری استفاده شوند، اما نیتروژن برای آلومینیوم و آلیاژهای آن و همچنین فولاد ضد زنگ ایده آل است.
توضیح فنی درباره برش لیزری صفحات آلومینیوم
دو نوع دستگاه به طور گسترده برای برش صفحات آلومینیوم استفاده می شود: دستگاه های برش لیزر فایبر و دستگاه های برش لیزر YAG.لیزرهای CO2، برای کار با آلومینیوم در مقیاس صنعتی مناسب نمیباشند.
هر دوی این لیزرها ها در برش آلومینیوم و همچنین سایر مواد مانند فولاد ضد زنگ و فولاد کربنی موثر هستند. با این حال، به دلیل ماهیت بسیار بازتابنده آلومینیوم، نه فایبر و نه دستگاه های برش لیزر YAG نمی توانند صفحات آلومینیومی ضخیم تر را پردازش کنند. ضخامت برش این دستگاهها متفاوت است، لیزر ۲۰۰۰ وات با قابلیت برش ۶-۸ میلی متر، برش لیزر ۴۰۰۰ وات ۱۴ میلی متر و برش لیزر ۶۰۰۰ وات ۱۶ میلی متر میباشد.
از بین این دو، دستگاههای برش لیزر فایبر برای برش صفحات آلومینیومی مناسبتر هستند، زیرا جذب طول موج ۱۰۶۴ نانومتر آنها مؤثرتر است. وقتی صحبت از تفاوت بین دستگاه های برش لیزر فایبر و YAG می شود، سه دسته وجود دارد: کیفیت برش، سرعت برش و هزینه تولید.
برای برش آلومینیوم ضخیم، کنترل فرآیند برای دستیابی به کیفیت برش بهینه بسیار مهم است. سرعت برش بیش از حد می تواند منجر به ایجاد سوراخ شود، در حالی که سرعت بسیار کم می تواند باعث ایجاد ترک در مواد آلومینیومی شود که بر کیفیت برش تاثیر می گذارد. به طور کلی، دستگاه های برش لیزر فایبر سرعت برش سریع تری نسبت به لیزرهای YAG دارند. هزینه برش لیزر در مقایسه با سایر فرآیندهای برش نسبتا پایین است، اما بین دستگاه های برش لیزر فایبر و YAG تفاوت وجود دارد. هزینه برش لیزر فایبر به دلیل تعویض مکرر لوازم جانبی لامپ لیزر در دستگاه های برش لیزر YAG کمتر است.
با این حال، در دراز مدت، مواد آلومینیومی تأثیر مضری بر روی دستگاه برش لیزر فایبر دارد و عمر مفید آن را به میزان قابل توجهی کاهش می دهد. از این منظر، دستگاه های لیزر YAG مقرون به صرفه تر هستند. در نهایت، مهم است که توجه داشته باشید که آلومینیوم دارای بازتابش بالا و جذب کم لیزر است، بنابراین برای اطمینان از ایمنی، استفاده از عینک های محافظ لیزر در طول پردازش ضروری می باشد.
منبع : سایت srsoad



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!