
 www.laserpulse.ir
www.laserpulse.irپارامترهای برش لیزری آلومینیوم
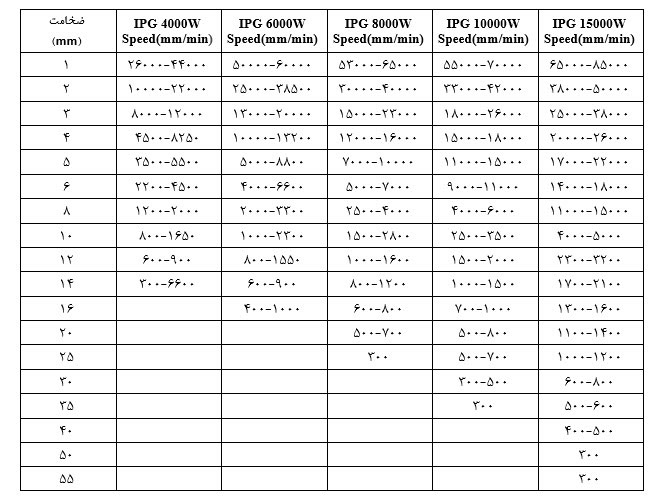
برای برش آلومینیوم، استفاده از هوا یا نیتروژن با دبی حدود ۴۰-۵۰ متر مکعب در ساعت معمول است. سرعت برش مواد به ضخامت آن بستگی دارد و معمولاً حداکثر ضخامتی که می توانید با دستگاه لیزر IPG 6000W برش دهید ۱۲ میلی متر است. یک لیزر ۶۰۰۰ وات می تواند صفحه آلومینیومی ۴ میلی متری را با سرعت ۱۰۰۰۰ تا ۱۳۲۰۰ میلی متر در دقیقه برش دهد. با این حال، اگر صفحه ۱۲ میلیمتری را برش میزنید، می بایست سرعت برش را در حدود ۸۰۰ تا ۱۵۵۰ میلیمتر در دقیقه کندتر نمایید.
جدول ضخامت و سرعت برش لیزر فایبر برای آلومینیوم
نقش پارامترهاو گازهای کمکی در بهینه سازی فرآیند برش لیزری
بهینه سازی این فرآیند به عوامل مختلفی از جمله توان لیزر، سرعت برش، گاز کمکی و آشکارساز بازتاب بستگی دارد. در ادامه هر یک از این عوامل را با جزئیات بررسی خواهیم نمود.
- قدرت لیزر
قدرت پرتو لیزر یکی از مهمترین پارامترهایی است که بر توانایی پردازش آلومینیوم دستگاه لیزر تأثیر می گذارد. هرچه قدرت لیزر بیشتر باشد، آلومینیوم ضخیمتر میتواند برش دهد. برای برش صفحه آلومینیومی با ضخامت ۱/۸ اینچ (۳ میلی متر)، لیزر فایبر با توان ۱۰۰۰ وات یا بالاتر توصیه می شود. استفاده از تکنیک برش چند گذر با توان خروجی لیزر کمتر، کیفیت برش را با هزینه زمان برش بهبود می بخشد.
حتما مطالعه کنید : ۵ واقعیت جالب در مورد تکنولوژی برش لیزری
- سرعت برش
سرعت برش یک فرآیند پارامتر مهم دیگری است که صافی لبه و سطح کلی برش را مشخص می کند. سرعت برش سریع در حین برش لیزری آلومینیوم توصیه می شود و به همین دلیل، ماژول لیزری پرقدرت به طور کلی ترجیح داده می شود. با این حال، انتخاب یک سرعت برش مناسب همراه با کنترل خوب فرآیند برای جلوگیری از ایجاد سوراخ یا ترک در قطعه کار بسیار مهم است.
- گاز کمکی
گاز کمکی مورد استفاده برای کمک هوا نیز نقش مهمی ایفا می کند. نیتروژن مناسب ترین گاز برای برش لیزری آلومینیوم است زیرا سرعت برش بسیار بالاتر را با لبه های صاف و بدون اثر اکسیداسیون تسهیل می کند. فشار بالا و سرعت جریان بالا (۴۰-۵۰ متر مکعب در ساعت) گاز نیتروژن برای بهترین نتایج توصیه می شود. استفاده از اکسیژن ممکن است سرعت برش را بهبود بخشد، اما منجر به اکسید شدن آلومینیوم در امتداد لبه های برش می شود. در حالی که استفاده از هوا به عنوان گاز کمکی می تواند نتایج بهتری با سرعت برش خوب داشته باشد و کمتر باعث اکسیداسیون آلومینیوم گردد.
- ردیاب بازتاب
نور لیزر بازتابیده شده توسط آلومینیوم نه تنها مانع از فرآیند برش می شود بلکه می تواند به ماژول لیزر آسیب برساند. بنابراین، اکثر برشهای لیزری فلزی مدرن دارای ویژگی ایمنی هستند که میزان انعکاس لیزر به سر لیزر را تشخیص میدهد. این ویژگی ایمنی در صورت انعکاس بیش از حد لیزر، فوراً لیزر را خاموش می کند و تجهیزات را از آسیب جدی نجات می دهد. وجود این ویژگی ایمنی در برش لیزری مورد استفاده برای پردازش آلومینیوم ضروری است.
منبع : سایت srsoad



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!