
 www.laserpulse.ir
www.laserpulse.irجوشکاری قطعه ایمپلر با استفاده از جوشکاری لیزری Nd:YAG
چرا جوشکاری ایمپلر با جوشکاری لیزری Nd:YAG ؟یکی از قطعات پر مصرف در تولید صنایع دارویی ایمپلر(Impller) می باشد ، جنس ایمپلر از استیل ضد زنگ ۳۱۶، قابل استفاده برای تماس مستقیم با مواد غذایی و دارویی است . این قطعه در مرکز مخازن دارویی بر روی یک شفت در تماس مستقیم با داروها قرار گرفته و با ایجاد میدان مغناطیسی در درون محلول شروع به چرخش و اجزای مختلف مواد را با یکدیگر مخلوط می نماید. از آنجایی که ایمپلر در تماس مستقیم با داروها قرار دارد از لحاظ بهداشتی می بایست کاملا استریل و بدون وجود حفره باشد ، زیرا ممکن است مقداری از محلول داخل حفره رفته و در آنجا محبوس شود و با ایجاد کپک سبب مسمومیت گردد، در نتیجه جوش آب بند فاکتور مهمی در جوشکاری این قطعات می باشد.
برای ایجاد میدان مغناطیسی در درون مخازن نیاز به آهنرباهای بسیار قدرتمند است که در داخل قطعه ایمپلر تعبیه گردیده است، این آهنرباها در هنگام جوشکاری با استفاده ازTig (جوشکاری تنگستن با استفاده از گاز محافظ آرگون) یا Mig (جوشکاری قوس الکتریکی با استفاده از گاز محافظ Co2) با تغییر قطبها در فرآیند جوشکاری خلل ایجاد کرده و حوضچه مذاب را به طور کامل منحرف می کنند و مانع جوشکاری می شوند؛ لذا نیاز به جوشی می باشد که در آن هیچ گونه برخورد فیزیکی با قطعه وجود نداشته باشد و همچنین ردی از جوش باقی نماند زیرا رد جوش هم می تواند مانع از استریل شدن قطعه شود.
این قطعه با دقت بسیار بالا و به صورت کاملا دوار در مخازن حرکت می کند، حرارت بالا در هنگام جوشکاری سبب ایجاد دفرمگی در قطعه شده و قطعه دفرمه عملکرد درست خود را از دست می دهد.
چرا جوشکاری ایمپلر با جوشکاری لیزری Nd:YAG ؟؟!!
با توجه به مطالب بالا می توان به این نتیجه رسید که برای جوشکاری قطعه ایمپلر به دلیل حساسیت آن به استریل بودن، عدم دفرمگی، عدم تماس نازل جوش، آببند بودن جوش و وجود آهنرباهای قوی نیاز به جوشی می باشد که بتوان این موارد را در آن رعایت نمود و جوش لیزر Nd:Yag تمامی این مشخصات را دارا می باشد و می تواند گزینه های مناسب برای جوشکاری قطعات حساسی مانند ایمپلر باشد.
برای اشنایی بیشتر به پروژه های پزشکی جوش لیزر پالس می توانید به صفحه جوشکاری و ترمیم قطعات پزشکی مراجعه نمایید.
روش جوشکاری لیزری
ابتدا ایمپلر را با استفاده از آستون کاملا تمیز نموده (زیرا کثیفی تاثیر چشمگیری در حوضچه مذاب دارد) آهنرباها، درپوش و بدنه قطعه قبل از جوشکاری جدا از هم بوده و می بایست آهنرباها را داخل بدنه قطعه ایمپلر جایگذاری و قطعه را مونتاژ و آماده برای جوش نمود. (شکل شماره ۱)

محل اتصال درپوش و بدنه ایمپلر قبل از فرآیند جوشکاری توسط لیزر Nd:YAG
شکل شماره ۱
سپس با استفاده از فیکسچری که از قبل ساخته ایم بدنه و درپوش را نگه داشته و با استفاده از روتاری شروع به جوشکاری می نماییم. جوش این قطعه حتما باید به میزان ۰.۴ میلیمتر برجسته تر از سطح کار باشد زیرا پس از جوشکاری می بایست عملیات پولیش و پرداخت روی آن انجام شود تا قطعه کاملا صیقلی (اصطلاحا آینه ای) گردد و هیچگونه اصطکاکی با مواد داخل مخزن نداشته باشد، برای همین از فیلر برای ارتفاع دادن به جوش استفاده میکنیم. (شکل شماره ۲)
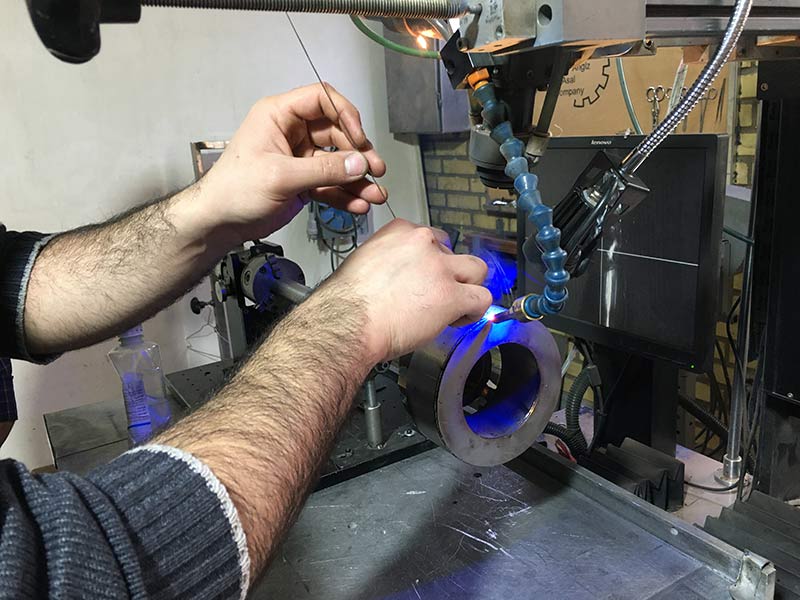
فیلرگذاری برای افزایش ارتفاع ناحیه جوش
شکل شماره ۲
در هنگام جوشکاری ایمپلر با جوشکاری لیزری Nd:YAG (پرتوی لیزر) می بایست از گاز آرگون برای محافظت از سطح جوش و جلوگیری از اکسید شدن سطحی قطعه استفاده نمود.
در شکل شماره ۳ قسمت بیرونی قطعه پس از جوشکاری نمایش داده شده است.
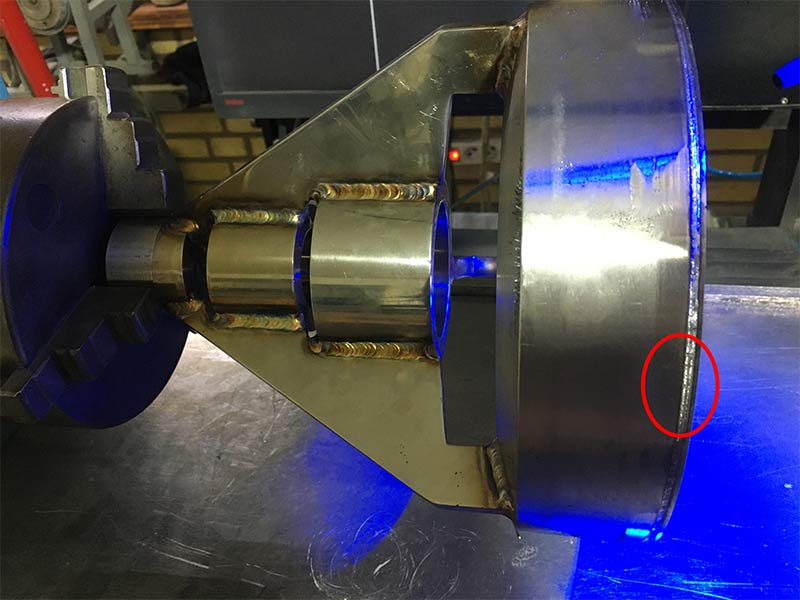
قسمت بیرونی محل اتصال درپوش و بدنه ایمپلر پس از فرآیند جوشکاری توسط لیزر Nd:YAG
شکل شماره ۳
در شکل شماره ۴ قسمت داخلی قطعه پس از جوشکاری نمایش داده شده است.
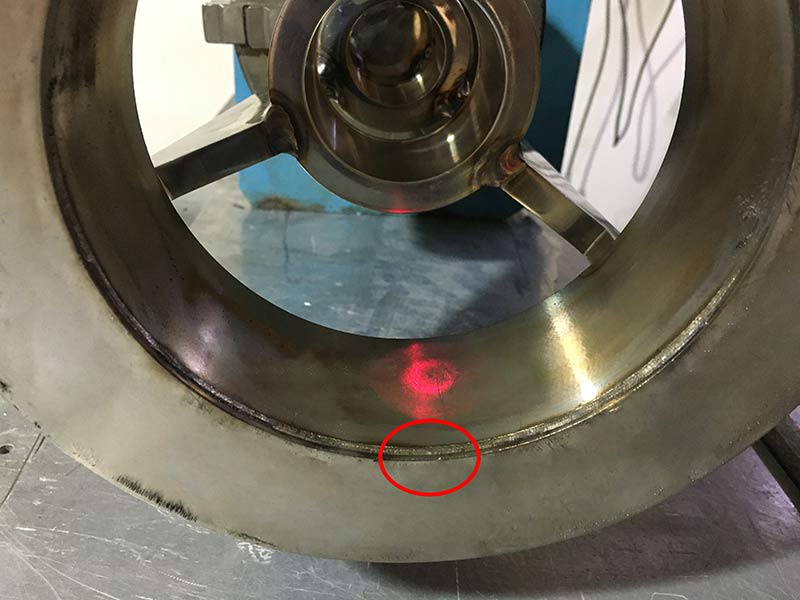
قسمت داخلی محل اتصال درپوش و بدنه ایمپلر پس از فرآیند جوشکاری توسط لیزر Nd:YAG
شکل شماره ۴
در شکل شماره ۵ تمیزی و یکدست بودن جوش کاملا واضح می باشد.
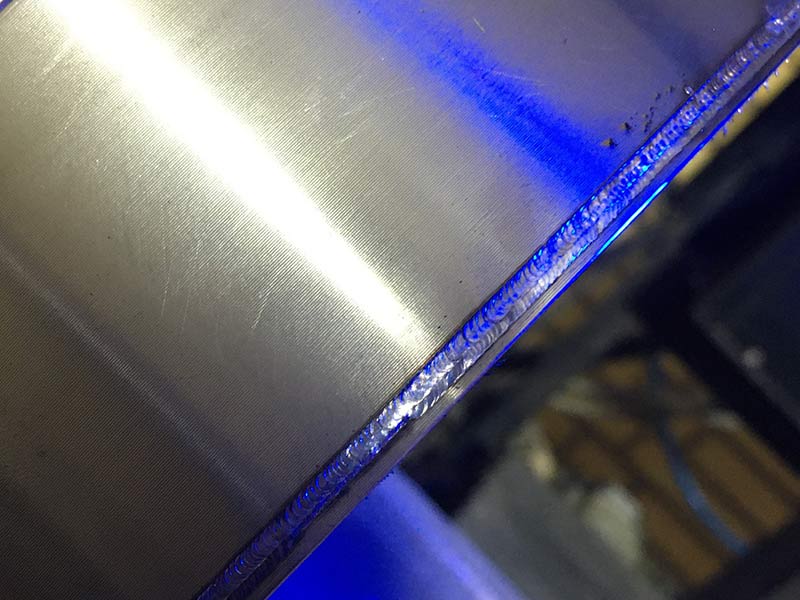
جوشکاری قطعه ایمپلر با استفاده از لیزر Nd:YAG
شکل شماره ۵



 www.laserpulse.ir
www.laserpulse.ir https://laserpulse.ir/
https://laserpulse.ir/
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!