 www.laserpulse.ir
www.laserpulse.irمزایای و محدودیت های جوشکاری لیزری چیست
در حالی که جوشکاری لیزری مزایای متعددی را ارائه می دهد، محدودیت هایی نیز باید در نظر گرفته شود، که در ادامه به برسی هر کدام از آنها خواهیم پرداخت.

در حالی که جوشکاری لیزری مزایای متعددی را ارائه می دهد، محدودیت هایی نیز باید در نظر گرفته شود، که در ادامه به برسی هر کدام از آنها خواهیم پرداخت.
انواع جوشکاری با لیزر و کاربردهای جوش لیزری کدامند ؟ در ادامه مقاله قبلی در این سری از مقالات به جوشکاری لیزری انتقال (Transmission Laser Welding) و جوش لیزری موج پیوسته (Continuous Wave Laser Welding) ، جوشکاری لیزری با نفوذ عمیق (Deep Penetration Laser Welding) از ۱۳ نوع روش جوشکاری لیزری خواهیم پرداخت.
در این مقاله به آشنایی با انواع روش های جوشکاری لیزری خواهیم پرداخت ؛ در ادامه مقاله قبلی در این سری از مقالات به جوشکاری لیزری پالسی (Pulsed Laser Welding) ، جوشکاری هیبریدی لیزری (Laser-Hybrid Welding) ، جوشکاری لیزری هدایت (Conduction Laser Welding) از ۱۳ نوع روش جوشکاری لیزری خواهیم پرداخت.
در این مقاله میخواهیم به آشنایی با انواع روش های جوشکاری لیزری بپردازیم ؛ اما ابتدا باید بدانیم چه لیزری در جوشکاری لیزری استفاده می شود؟ در جوشکاری لیزری بسته به نیازهای خاص کاربرد جوش می توان از انواع مختلفی از لیزرها استفاده کرد.
پرکاربردترین لیزرها برای جوشکاری لیزری عبارتند از: لیزرهای حالت جامد، لیزرهای CO2 و لیزرهای دیود. لیزرهای حالت جامد از یک محیط جامد مانند کریستال یا شیشه برای تولید پرتو لیزر استفاده می کنند. نمونه هایی از لیزرهای حالت جامد مورد استفاده در جوشکاری شامل لیزرهای گارنت آلومینیوم ایتریوم دوپ شده با نئودیمیم (Nd:YAG) و لیزرهای فیبر می باشد. لیزرهای CO2 لیزرهای گازی هستند که یک پرتو لیزر در طیف مادون قرمز میانی تولید می کنند. لیزرهای دیودی با استفاده از دیودهای نیمه هادی پرتو لیزر تولید می نمایند.
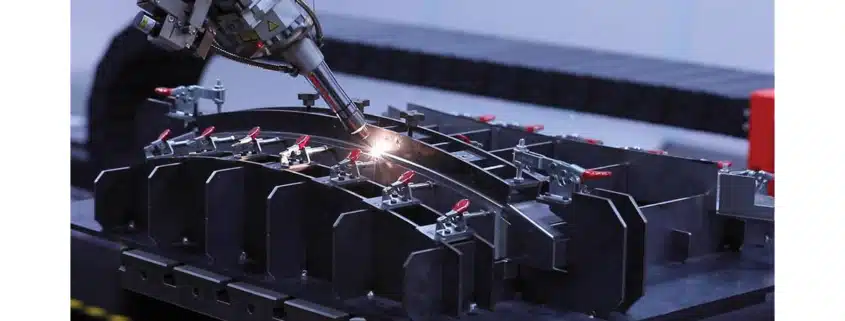
جوشکاری لیزری چیست؟ جوشکاری لیزری یک تکنیک جوشکاری با دقت بالا است که از گرمای شدید تولید شده توسط پرتو لیزر برای اتصال دو یا چند ماده به یکدیگر استفاده می کند. این یک فرآیند غیر تماسی است که در آن پرتو لیزر بر روی نقطه جوش مورد نظر متمرکز می شود و سبب ذوب شدن مواد و تشکیل پیوند در هنگام انجماد می شود. پرتو لیزر مورد استفاده در جوشکاری با تقویت و هدایت یک پرتو نور بسیار متمرکز از طریق عناصر نوری تولید می شود.
هدف و انواع جوشکاری لیزری و کاربردهای آن چیست؟ هدف از جوشکاری لیزر، اتصال دو یا چند قطعه ماده با استفاده از پرتو لیزر متمرکز است. این تکنیکی است که مزایای متعددی نسبت به روش های جوشکاری سنتی مانند جوشکاری قوس الکتریکی یا جوشکاری مقاومتی دارد. هدف اولیه از جوشکاری لیزری ایجاد جوش های قوی و دقیق در مواد و کاربردهای مختلف می باشد.
آیا ۱۳ نوع روش جوشکاری لیزری را می شناسید ؟ در این سری از مقالات از مرکز جوش لیزر پالس به این مبحث خواهیم پرداخت . جوشکاری لیزری تکنیکی است که از پرتو لیزر برای اتصال فلزات یا ترموپلاستیک ها استفاده می کنند و بین مواد جوش ایجاد می نماید. پرتو لیزر منبع گرمای متمرکز و شدیدی را فراهم می کند، برای مواد نازک سرعت جوشکاری بالایی لازم می باشد که اغلب به متر در دقیقه می رسد. این فرآیند در جوشکاری مواد مختلف تطبیق پذیری دارد و امکان اتصال دقیق و کارآمد اجزا را فراهم می نماید.
چرا سال به سال، افراد بیشتری از تصادفات رانندگی دور می شوند؟ پاسخ: به دلیل پیدایش روش TWB (Tailor Welded Blanks)
TWB نشان دهنده یک نوآوری پیشرفته در حوزه تولید خودرو است که به طور یکپارچه حوزه های مهندسی دقیق و تکنیک های تولید کارآمد را ادغام می کند. مفهوم پشت TWB ها حول ترکیب ورق هایی با ضخامت ها و مواد مختلف قبل از جوشکاری می چرخد که منجر به یک ورق منفرد و بسیار سفارشی با خواص مکانیکی متمایز می گردد. این فرآیند ادغام دقیقاً در نقطه میانی تولید اتفاق می افتد: جایی که سازگاری و کارایی همگرا می شوند.
در این مقاله به ۴ عامل دیگری که باید در خرید ماشین برش لیزری فولاد ضد زنگ در نظر گرفته شود پرداخته خواهد شد.
اپراتورهای آموزش دیده در صنعت به سالها آموزش برای توجیه حقوق بالا نیاز دارند. یک HMI بصری (رابط ماشین انسانی) در قالب یک CNC به این معنی است که هر کسی، صرف نظر از سطح تجربه یا آموزش خود، می تواند به سرعت کار با دستگاه را یاد بگیرد.
این امر به طور قابل توجهی هزینه های عملیاتی را کاهش می دهد و همچنین از یکپارچگی سیستم برش در یک خط تولید موجود اطمینان می دهد و به شما امکان می دهد به سرعت از مزایای دستگاه لیزر فیبر بهره مند شوید.
نکات مهم برش لیزری فولاد ضد زنگ چیست؟ در مقاله قبلی به بخشی از فاکتورهای کلیدی از جمله ، سرعت برش ، کیفیت لبه، محدوده برش و … که باید در هنگام خرید دستگاه برش لیزری فولاد ضد زنگ و همچنین هزینه آن توجه نماییم اشاره خواهد شد .
۱.۴ ضربه حرارتی
ناحیه متاثر از گرما به دلیل افزایش دما و ضخامت مذاب در لبه برش افزایش می یابد. تاثیر حرارتی برش را می توان با افزایش فشار گاز کمکی کاهش داد که خنک کننده اضافی را فراهم می کند و مذاب را از اسکلت خارج می نماید.
شنبه تا چهارشنبه : 08:00-17:00
پنج شنبه : 08:00-13:00



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir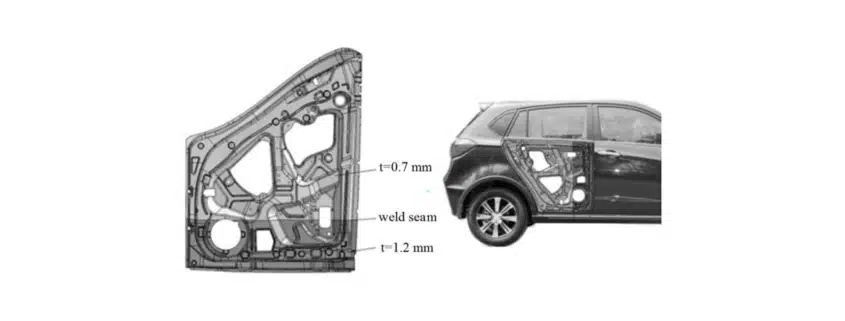 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir