
 www.laserpulse.ir
www.laserpulse.irنکات مهم برش لیزری فولاد ضد زنگ چیست؟
نکات مهم برش لیزری فولاد ضد زنگ چیست؟ در مقاله قبلی به بخشی از فاکتورهای کلیدی از جمله ، سرعت برش ، کیفیت لبه، محدوده برش و … که باید در هنگام خرید دستگاه برش لیزری فولاد ضد زنگ و همچنین هزینه آن توجه نماییم اشاره خواهد شد .
۱.۴ ضربه حرارتی
ناحیه متاثر از گرما به دلیل افزایش دما و ضخامت مذاب در لبه برش افزایش می یابد. تاثیر حرارتی برش را می توان با افزایش فشار گاز کمکی کاهش داد که خنک کننده اضافی را فراهم می کند و مذاب را از اسکلت خارج می نماید.
۱.۵ عرض بیشتر پیلیسه
پیلیسه زمانی تولید می شوند که فلز مذاب در سطح پایینی برش با سرعت بیشتری نسبت به خروج آن توسط گاز کمکی جامد و با افزایش ضخامت ورق برجسته تر میگردد. خراش ها را می توان با موارد زیر به حداقل رساند:
-
- افزایش پهنای کرف – این را می توان با قرار دادن موقعیت کانونی بیشتر در قطعه کار انجام داد (سرعت برش را کاهش می دهد).
- افزایش شدت توان – این کار را می توان با افزایش بزرگنمایی پرتو لیزر انجام داد (این کار فقط روی سرهای برش زوم قابل انجام است).
- افزایش فشار گاز کمکی – خروج مذاب کارآمدتر است.
۱.۶ گاز کمکی
گاز کمکی به صورت هم محور بر روی قطعه کار در کنار پرتو لیزر هدایت می شود و هدف اصلی آن بیرون راندن مواد مذاب از پوسته و جلوگیری از تشکیل تفاله است. به طور معمول، هنگام برش فولاد ضد زنگ از نیتروژن به جای اکسیژن استفاده می شود تا از تولید یک لایه اکسیداسیون جلوگیری شود که برای حذف نیاز به پردازش بیشتری دارد.
برش با نیتروژن به دلیل عدم وجود واکنش اکسیداسیون گرمازا منجر به عرض باریکی می شود، بنابراین فشارهای نیتروژن بالاتری برای بیرون راندن فلز مذاب از قسمت پایینی مورد نیاز است. هوا را می توان برای برش فولاد ضد زنگ استفاده کرد. اکسیژن تحت یک واکنش گرمازا قرار می گیرد و حرارت اضافی را به سطح برش اضافه می کند که لبه برش صاف تری ایجاد می کند. با این حال، اکسیژن باعث ایجاد رنگ زرد در لبه بریده می شود (شکل ۵).

(شکل ۵) رنگ زرد ناشی از برش با استفاده از اکسیژن
۲.۱ لیزر CO2 در مقابل لیزر فیبر: بهترین گزینه شما کدام است؟
لیزرهای CO2 از دهه ۱۹۷۰ برای برش ورق فلز مورد استفاده قرار گرفتند و در طول سال ها پیشرفت زیادی کردند. با این حال، توسعه سریع برش لیزر فیبر به طور چشمگیری روند برش ورق فلز را تغییر داده است.
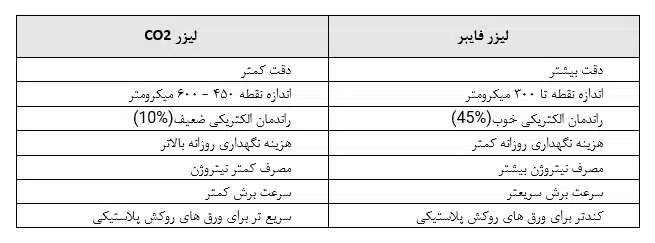
(جدول ۲ ): مزایا و معایب CO2 در مقابل لیزر فیبر
لیزرهای فیبر قادر به دستیابی به قطر نقطه فوکوس بسیار کوچکتر (تا ۳۰۰ میکرومتر) در مقایسه با لیزر CO2 (450-600 میکرومتر) هستند. قطر لکه کوچکتر به این معنی است که رگه های تشکیل شده در طول برش بسیار نزدیکتر به هم هستند و ظاهر لبه برش ناهموارتری را به وجود می آورند.اگرچه، قطر نقطه کوچکتر اجازه می دهد تا پروفیل های دقیق تر با دقت بالاتر در سرعت های برش بسیار بالاتر برش داده شوند. با این حال، مزیت اصلی لیزر فیبر راندمان الکتریکی آن است. راندمان لیزرهای CO2 تقریباً ۱۰٪ است، بنابراین برای تامین انرژی یک لیزر ۶ کیلو وات، یک منبع تغذیه ۶۰ کیلووات مورد نیاز است در حالی که یک برش لیزر فیبر ۴۵٪ کارایی دارد، بنابراین تنها منبع تغذیه ۱۳ کیلووات مورد نیاز است. هزینه های تعمیر و نگهداری لیزرهای فیبر نیز به دلیل پیکربندی یکپارچه آنها کمتر از لیزرهای CO2 است. فولاد ضد زنگ با روکش پلاستیکی را می توان با هر دو نوع لیزر برش داد. با این حال، پرتوهای لیزر CO2 توسط پلاستیک و ورق فلزی جذب میشوند به این معنی که تنها یک فرآیند برش لازم است.
حتما مطالعه کنید : نکات مهم علامت گذاری فلزات با لیزر CO2 و فایبر
در حالی که پرتو لیزر فیبر توسط پلاستیک جذب نمی شود، بنابراین ۲ فرآیند مورد نیاز است: یکی برای ذوب پلاستیک و دیگری برای برش. یک فرآیند تک مرحله ای را می توان با لیزر فیبر به دست آورد، اما مقدار کمی تفاله در قسمت زیرین برش وجود خواهد داشت. افزایش بهره وری ناشی از سرعت برش سریعتر، در کنار کاهش مصرف انرژی لیزرهای فیبر، می تواند هزینه هر قطعه را به میزان قابل توجهی کاهش دهد و مزیت مالی قابل توجهی را ارائه دهد.
۲.۲ میز برش چه تفاوتی ایجاد می کند؟
فرآیند برش می تواند به شدت تحت تأثیر ارتعاشات سیستم حرکت یا سایر ماشین های مجاور قرار گیرد که می تواند باعث ایجاد یک سطح ناهموار شود. این ارتعاشات را می توان با مستقل کردن میز برش از سیستم حرکت به حداقل رساند. مزیت اضافی این است که سطوح حرکتی از هرگونه بارگذاری حرارتی محافظت می شود. در طول فرآیند برش، لیزر مقدار زیادی گرما تولید می کند که از طریق دستگاه هدایت می شود. سپس این گرما می تواند باعث شود که قفسه و پینیون مورد استفاده برای حرکت دستگاه منبسط شود و دقت حرکت را کاهش دهد و سبب بدتر شدن کیفیت برش در طول زمان گردد.
۲.۳ منبع لیزر چه تفاوتی دارد؟
از دیگر موارد نکات مهم برش لیزری فولاد ضد زنگ باید به منبع لیزر اشاره نمود ، قدرت لیزر متناسب با سرعت برش است (شکل ۱ را ببینید). به خصوص هنگام برش فولاد ضد زنگ، افزایش قدرت ۲ کیلو وات می تواند تقریباً سرعت برش را دو برابر کند. این برای هر فلز دیگری (به عنوان مثال آلومینیوم) که با نیتروژن به عنوان گاز کمکی بریده می شود، قابل استفاده است.
یکی دیگر از عوامل مرتبط با لیزر، نوع سر برش است. سرهای لیزری می توانند زوم یا بدون زوم باشند. هد زوم به شما این امکان را می دهد که قطر نقطه فوکوس و از این رو قله را تنظیم کنید. این بدان معنی است که برای همان لیزر قدرت. ورق های ضخیم تر را می توان برش داد.
منبع : سایت espritautomation



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!