
 www.laserpulse.ir
www.laserpulse.irاتصال استیل ۳۰۴ به مس با استفاده از جوش لیزر ND:YAG
اتصال فلزات ناهمنام با استفاده از جوشکاری لیزر ND:YAG ، فلزات به عنوان رایج ترین مواد در زندگی روزمره ما از زمان قدیم تا کنون شناخته شده اند، کاربرد آنها در طیف وسیعی از صنایع خودروسازی، الکترونیک، وسایل پزشکی، تولید برق، نفت، گاز، پتروشیمی و غیره می باشد.
فلزات جنس های مختلف از جمله استیل، مس، نقره، تیتانیوم، آهن، آلومینیوم، برنج و …. دمای جوش و عملکرد متفاوتی دارند و به دلیل محدودیت خواص نمی توان تنها از یک فلز برای تولید قطعات استفاده نمود درنتیجه می بایست از اتصال چند فلز غیر همنام استفاده کرد و برای اتصال آنها به یکدیگر نیاز به تکنولوژی جوشی از جمله جوش لیزر ND:YAG می باشد که بتواند دو فلز را بدون ایجاد گرما و تنش و حفظ خواص آنها به هم اتصال دهد.
در بررسی های صورت گرفته توسط محققین از جمله ” Cheng ” و همکارانش بر روی جوشهای Tig , Mig در مقایسه با لیزر Nd:YAG مشاهده گردید جوشهای Tig , Mig دارای استحکام کششی کمتری نسبت به لیزر Nd:YAG می باشند و افزایش دما در جوشهای Tig , Mig سبب نرم شدن و از بین رفتن حالت اولیه فلزاتی مانند مس می گردد، از این رو جوشکاری با لیزر Nd:YAG به دلیل توانایی گسترده آن در اتصال فلزات مختلف (همنام وغیر همنام) بدون ایجاد تنش گرمایی، روش جایگزین مناسبی می باشد.
فولاد ضد زنگ ۳۰۴ و مس (آهنی و جفت فلزی غیر آهنی) به دلیل خاصیت مکمل آنها مانند گرمای بالا و هدایت الکتریکی مس و مقاومت در برابر خوردگی ۳۰۴ به طور گستردهای در نیروگاههای هسته ای، فرآوری مواد غذایی، نیروگاه توربین بخار، اتومبیل، چرخ دنده ها و… کاربرد دارند.
در این مقاله قصد داریم میزان نفوذپذیری و استحکام جوش دو فلز غیرهمنام فولاد ضد زنگ ۳۰۴ و مس با استفاده از لیزر Nd:YAG اندازه گیری نماییم.
جدول شماره ۱ بازه کاری پارامترهای لیزر Nd:YAG شرکت جوش لیزر پالس
| Discriptions | Parameters |
| ۵۰۰W | Maximum average power |
| ۱۰۰J | Pulse energy |
| ۹KW | Peak pulse power |
| ۰.۰۱-۴۰ms | Pulse duration |
| ۱-۲۰Hz | Pulse frequency |
| ۰.۰۴-۴mm | Focuse diameter |
جدول شماره ۱
روش تحقیق
دو ورق فلزی AISI 304 SS و CP Cu با ضخامت ۲ میلی متر نمونه هایی است که قبل از جوشکاری توسط حمام اولتراسونیک و استون تمیز می شوند تا از ورود آلودگی به حوضچه مذاب جوش جلوگیری شود.
ابتدا دو فلز (مس، استیل ۳۰۴) را به صورت صاف و ۹۰ درجه برش می دهیم و آنرا به صورت لب به لب و بدون استفاده از فیلر به صورتی که شکاف ما بین دو نمونه صفر باشد، جوشکاری می نماییم. (شکل شماره ۱)
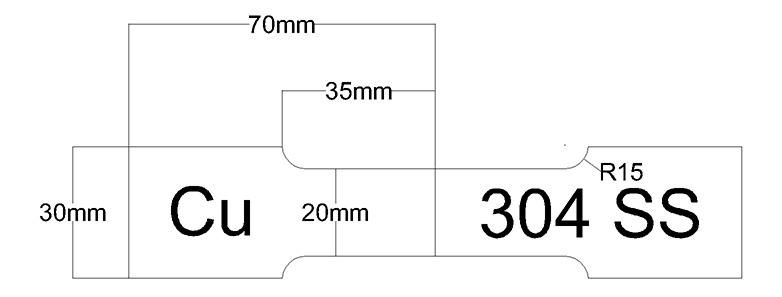

شکل شماره ۱
بر روی نمونه های A,B,C با شرایط یکسان و با توجه به پارامترهای جدول شماره ۲ آزمایش صورت می پذیرد، همانگونه که در جدول مشخص است تمامی پارامترها به غیر از Laser power برای سه نمونه یکسان می باشد.
| Values | Parameters (SI Unit) |
| ۲.۵,۳,۳.۵ | Laser power (KW) |
| ۵ | Pulse duration (ms) |
| ۲ | Scaning speed (mm/sec) |
| ۰.۳ | Beam Diameter |
| ۸ | Frequency (Hz) |
| ۱۵ | Gas Flow Rate (lpm) |
جدول شماره ۲
با استفاده از دستگاه وایرکات CNC و با رعایت استاندارد Astm E8m-4 نمونه های جوش داده شده برای آزمایش تست کشش آماده می گردند، سپس تست کشش با توان ۲۰۰ بار و مدت ۲۰ ثانیه به وسیله دستگاه Instron 600Kn بر روی نمونه های مورد نظر انجام می گیرد پس از تست کشش نوبت تست متالورژی برای تحلیل نمونه ها می باشد، برای این کار ابتدا آنها را برش داده شده و به وسیله حمام التراسونیک تمیز نموده و سپس با استفاده از سمباده نرم و خمیر الماس جلا داده و درون محلول اسید ۱۰ درصد قرار می دهیم، تا ساختار آن برای مشاهده در زیر میکروسکوپ آماده گردد.
نتیجه گیری
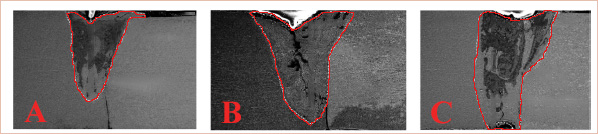
پس از اتمام آزمایشات ابتدا نمونه ها تحت ماکروگرافی قرار گرفتند و نتایج شکل شماره ۲ حاصل گردید. همانطور که در عکس مشاهده می شود در عکس A پهنای جوش نسبت به عکس B کمتر و در عکس B نیز نسبت به عکس C کمتر می باشد و می توان نتیجه گرفت پهنای جوش نیز به قدرت لیزر بستگی دارد. لازم به ذکر است در عکس B مقداری ترک ایجاد گردیده است.
| ۳۰۴SS | Weld pool | CU |

شکل شماره ۲
همچنین با استفاده از میکروسکوپ عمق جوش و عمق نفوذ مورد بررسی قرار گرفت و با توجه به پارامترهای جدول شماره ۳ مشخص گردید با افزایش قدرت لیزر و ثابت ماندن سایر پارامترها انرژی پالس افزایش و در نتیجه عمق نفوذ افزایش می یابد. همانند شکل شماره ۳
| Penetration depth (%) | Pulse Energy (J) | Scaning speed (mm/sec) | Pulse duration (ms) | Laser power (KW) | Specimen No. |
| ۴۰ | ۲۶ | ۲ | ۵ | ۲.۵ | A |
| ۷۰ | ۳۴ | ۲ | ۵ | ۳ | B |
| (Full) 100 | ۴۵ | ۲ | ۵ | ۳.۵ | C |
جدول شماره ۳
شکل شماره ۳
پیشنهادات
در این مقاله ما با تغییر Laser power و ثابت نگه داشتن سایر پارامترها تواستیم به عمق نفوذ ۱۰۰ درصد برسیم پیشنهاد می شود در تحقیقات آتی تغییر پارامترهای Pulse duration و Frequency مورد بررسی قرار گیرد تا تاثیر آنها بر عمق نفوذ و HAZ جوش مشخص گردد.
 wwww.laserpulse.ir
wwww.laserpulse.ir


 www.laserpulse.ir
www.laserpulse.ir
با سلام
ممنون از مطالب ارزشمند ارائه شده.
من یک لامپ اشعه ایکس دارم که در قسمتی از آن جوش مس (لوله مسی)به استیل انجام شده.
آیا برای باز کردن این جوش و بعد جوش مجدد میتوانید به اینجانب کمک کنید.
هزینه با کمال میل پرداخت می شود
لامپ اشعه ایکس به دلیل اینکه در خلا مونتاژ می شود نیاز به کلین روم با درجه بالا دارد،به همین دلیل امکان انجام این پروژه در این مرکز نمی باشد.
دروود بر شما جناب ،آیا امکان این هست ک با فیلر نقره بهم جوشکاری کرد
درود بله میشه جوش داد ما با فیلر مس ۱۵درصد نقره لوله مس و استیل به هم جوش دادیم
با سلام بنده در زمینه تعمیر لامپ اشعه ایکس در خلاء فعال هستم. شاید بتونم لامپی که گفتید را تعمیر کنم. در صورت تمایل تماس بگیرید ۰۹۳۶۷۵۸۵۵۳۵