
 www.laserpulse.ir
www.laserpulse.irراهنمای آماده سازی فایل های برش لیزری
در این مقاله به راهنمای آماده سازی فایل های برش لیزری خواهیم پرداخت و با هم بررسی می نماییم که تنظیمات عمومی در برش لیزری چیست ؟ اولین چیزی که باید در نظر گرفته شود اندازه مواد شما / حداکثر اندازه ای است که تخت لیزر می تواند در خود جای دهد. این حداکثر اندازه طرح شما را مشخص می کند. به طور کلی، ایده خوبی است که محل کار را به این اندازه تنظیم کنید. حالت رنگ باید روی RGB تنظیم شود. معمولاً از رنگ های مختلف برای مشخص کردن فرآیندهای مختلف استفاده می شود. برای مثال می توان از رنگ قرمز برای تمام قسمت هایی که برش داده می شود و از رنگ مشکی برای حکاکی استفاده کرد.
ساخت فایل برای برش لیزری
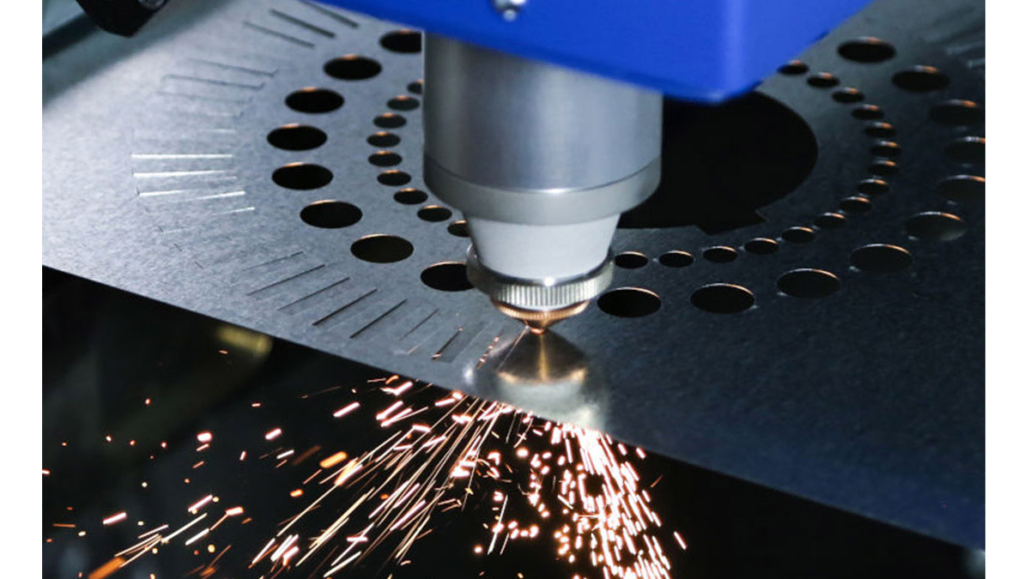
همانطور که قبلاً توضیح داده شد، در طی یک عملیات برش، لیزر یک پرتوی پیوسته را به سمت مواد شلیک می کند تا از آن جدا شود. برای اینکه بدانید دستگاه لیزر را کجا باید برش دهید به یک مسیر برداری به عنوان فایل ورودی نیاز دارید. فقط گرافیک های برداری با کمترین ضخامت خط ممکن (این بستگی به نرم افزار مورد استفاده شما دارد) توسط لیزر برش داده می شود. تمام گرافیک های دیگر، مانند اشکال جامد یا خطوط ضخیم تر، بریده نمی شوند. هنگام برش متن یا سایر اشکال پیچیده، باید در نظر داشته باشید که قسمتهای میانی غیرمرتبط – مانند داخل یک O – از بین میرود. بسته به طرح مورد نظر خود، ممکن است بخواهید از این امر جلوگیری کنید. به عنوان مثال، برای متن می توانید از فونت شابلون استفاده کنید که در آن تمام قسمت های داخلی حروف به قسمت های بیرونی متصل است.
ایجاد فایل برای حکاکی لیزری
هنگام حکاکی با لیزر می توان بین حکاکی برداری و حکاکی شطرنجی تمایز قائل شد. حکاکی وکتور در اصل همان برش است با این تفاوت که برای حکاکی قدرت کمتر است به طوری که لیزر فقط قسمت هایی از مواد را جدا می کند و برش نمی دهد.
شاید برای شما هم جالب باشد : حکاکی لیزری مجدد لوگو و آرم تجاری قالب تزریق پلاستیک
برای حکاکی شطرنجی، فایل ورودی می تواند یک فایل برداری یا یک تصویر شطرنجی باشد. در حین حکاکی شطرنجی، تصویر توسط لیزر خط به خط، پیکسل به پیکسل حک می شود. این فرآیند شبیه روشی است که در چاپگر جوهرافشان جوهر را اعمال میکند، اما به جای استفاده از جوهر، مواد توسط پرتو لیزر حذف میگردند. حکاکی برای اشکال ساده و همچنین برای تصاویر پیچیده کار می کند. عکسها باید به تصاویر خاکستری تبدیل گردند تا حکاکی شوند.
چگونه از دستگاه برش لیزری استفاده کنیم؟
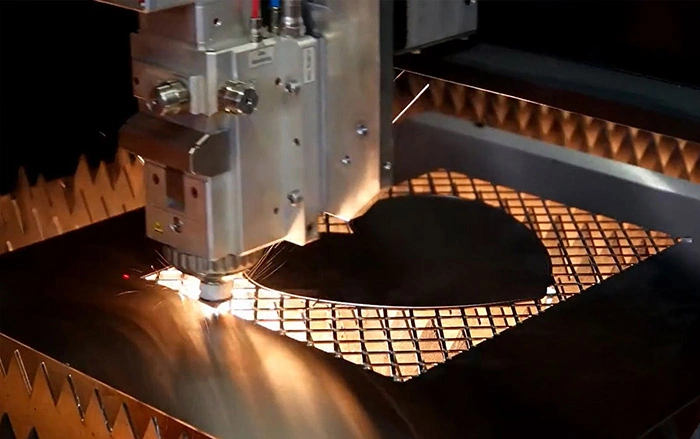
هنگامی که طرح خود را آماده کردید، نوبت به مرحله نهایی یعنی برش لیزر میرسد . برش های لیزری دستگاه های بسیار قدرتمندی هستند. شما می توانید چیزهای بزرگی با آنها بسازید، اما آنها همچنین بالقوه خطرناک هستند.
بنابراین ابتدا یک هشدار:
قبل از استفاده از برش لیزری، همیشه ابتدا مطمئن شوید که تمام دستورالعمل های ایمنی همراه با آن را مطالعه کرده و درک کرده اید. علاوه بر این توجه داشته باشید که طول موج لیزر CO2 در قسمت مادون قرمز طیف نور است، بنابراین برای چشم انسان نامرئی است. نقطه قرمزی که در بسیاری از ماشینها روی سطح مواد مشاهده میکنید، فقط یک کمک موقعیتیابی است و نه پرتو لیزری که در واقع برش را انجام میدهد.
آماده سازی جهت برش لیزری
اول از همه، بررسی کنید که مواد شما داخل محل کار کاتر لیزری قرار بگیرد و در صورت لزوم آن را به اندازه برش دهید. همچنین برای انجام برخی برش ها یا حکاکی های آزمایشی آماده باشید و مقداری مواد یدکی با خود بیاورید. هنگام کار با برش لیزری لزوماً به ابزار اضافی نیاز ندارید، اما در تجربه من، ابزار زیر ممکن است مفید باشد:
- چاقوی کاربردی: برای برش موادی که با برش لیزری تا آخر بریده نشده اند یا برای برش دادن کاغذ و مقوا به اندازه.
- نوار نقاش/نوار ماسک: از آن برای پوشاندن سطح مواد خود برای جلوگیری از لکه های سوختگی و چسباندن مواد سبک استفاده کنید.
- نوار اندازه گیری / کولیس: برای اندازه گیری ابعاد و اطمینان از اینکه اجسام نهایی شما اندازه مناسبی دارند.
تنظیمات مهم برش لیزری
چهار تنظیم مهم یک برش لیزری عبارتند از توان (قدرت)، سرعت، فرکانس و فاصله فوکوس.
- توان: توان، خروجی لیزر را مشخص می کند. به طور معمول می توان از ۰ تا ۱۰۰٪ (حداکثر توان) تنظیم کرد. توان بالا برای برش مواد ضخیم و توان کمتر برای حکاکی و برش مواد نازک مانند کاغذ استفاده می شود.
- سرعت: سرعت، حرکت هد لیزر را تعیین می کند. برای حکاکی و برش مواد نازک، سرعت معمولاً به حداکثر (نزدیک) تنظیم می شود.
- فرکانس (Hz, PPI): پارامتر فرکانس تعداد پالس های لیزر در ثانیه را مشخص می کند. فرکانس کاملاً به مواد مورد استفاده بستگی دارد. برای مثال بهترین برش چوب در حدود ۵۰۰ تا ۱۰۰۰ هرتز و برای اکریلیک ۵۰۰۰ تا ۲۰۰۰۰ هرتز برای دستیابی به لبه صاف توصیه می شود.
- فوکوس: همانطور که قبلا توضیح داده شد، یک لنز فوکوس در داخل سر لیزر وجود دارد. نقطه فوکوس (جایی که پرتو لیزر نازکترین است) باید روی سطح ماده یا کمی زیر آن، برای اکثر کاربردها باشد. برای اطمینان از این امر، مواد باید با فاصله معینی از لنز فاصله داشته باشند. فاصله دقیق به نوع لنز فوکوس مورد استفاده بستگی دارد.
بنابراین اکنون که درک اولیه ای از تنظیمات موجود دارید، ممکن است از خود بپرسید که چگونه تنظیمات مناسب برای پروژه های خود را پیدا کنید؟ یک نقطه شروع خوب کتابچه راهنمای برش لیزری است. اغلب تنظیمات پیشنهادی برای بسیاری از مواد پیدا می کنید. اگر روی یک لیزر مشترک در فضای سازنده کار می کنید، معمولاً لیست هایی با تنظیمات توصیه شده در دسترس هستند.
زمان برش است!
در نهایت، باید برای اولین برش های خود آماده باشید. برای یافتن تنظیمات ایده آل برای متریال خود، ممکن است چندین مرتبه طول بکشد.
همیشه فقط یک پارامتر را در فرآیند تست تغییر دهید. به عنوان مثال، با آزمایش مقادیر مختلف در افزایش ۵-۱۰٪، با قدرت شروع کنید. هنگامی که از نتایج خود راضی هستید، فراموش نکنید که تنظیمات خود را برای مراجعات بعدی یادداشت کنید.
بسیاری از دستگاه های لیزر دارای یک تخت موتوری هستند که می تواند برای تنظیم فاصله فوکوس بالا و پایین حرکت کند. همچنین موقعیت سطح ماده a باید به صورت دستی تنظیم شود.
منبع : سایت makerdesignlab



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!