
 www.laserpulse.ir
www.laserpulse.irجوشکاری با لیزر و کاربردهای جوش لیزری
انواع جوشکاری با لیزر و کاربردهای جوش لیزری کدامند ؟ در ادامه مقاله قبلی در این سری از مقالات به جوشکاری لیزری انتقال (Transmission Laser Welding) و جوش لیزری موج پیوسته (Continuous Wave Laser Welding) ، جوشکاری لیزری با نفوذ عمیق (Deep Penetration Laser Welding) از ۱۳ نوع روش جوشکاری لیزری خواهیم پرداخت.
جوشکاری لیزری انتقال (Transmission Laser Welding)

جوشکاری لیزری انتقالی پلیمرها یک روش جوشکاری است که از انرژی لیزری که از طریق یک جزء شفاف بالایی برای اتصال دو یا چند قطعه پلیمری منتقل میشود، استفاده میکند. این امر شامل جذب انرژی لیزر توسط جزء پایین تر است، که معمولاً از یک ماده مات ساخته شده است، که سپس گرما تولید و سطح مشترک بین قطعات را ذوب می نماید. پرتو لیزر بدون جذب یا ذوب قابل توجهی از قسمت بالایی شفاف عبور نموده و امکان گرمایش دقیق و موضعی را در رابط مشترک فراهم می کند. هنگامی که انرژی لیزر حذف می شود، مواد مذاب جامد می شوند و در نتیجه یک جوش قوی و قابل اعتماد ایجاد می گردد.
این تکنیک به ویژه برای اتصال ترموپلاستیک ها مناسب است، زیرا انرژی لیزر می تواند به طور انتخابی توسط جزء پایینی جذب شود. انتخاب مواد شفاف و مات و همچنین پارامترهای لیزر مانند قدرت، مدت زمان و طول موج برای جوشکاری لیزری انتقال موفقیت آمیز بسیار مهم هستند.
جوشکاری لیزری انتقال چندین مزیت از جمله: کنترل دقیق، حداقل آسیب حرارتی به نواحی اطراف، سرعت جوشکاری بالا، و قابلیت اتصال مواد غیر مشابه را ارائه می دهد. به طور گسترده در صنایع مختلف مانند: خودروسازی، الکترونیک، تجهیزات پزشکی و تولید کالاهای مصرفی استفاده می شود که در آن جوشکاری با کیفیت و کارآمد اجزای پلیمری مورد نیاز است.
این روش جوشکاری در صنایع مختلفی از جمله: خودروسازی، هوافضا، الکترونیک و تجهیزات پزشکی کاربرد دارد. معمولاً برای اتصال قطعاتی مانند ورق فلزی، لوله ها و سایر قطعات پیچیده استفاده می شود. در صنعت هوافضا می توان از جوشکاری لیزر Nd:YAG برای اتصال مواد نازک و سبک وزن در ساخت سازه های هواپیما استفاده کرد. پرتو لیزر متمرکز جوشکاری دقیق و کنترل شده را تضمین می کند، در حالی که حداقل حرارت ورودی به حفظ خواص مواد کمک می کند. این فرآیند جوش های قوی و قابل اعتماد را بدون به خطر انداختن یکپارچگی اجزای هوافضا امکان پذیر می کند.
جوش لیزری موج پیوسته (Continuous Wave Laser Welding)
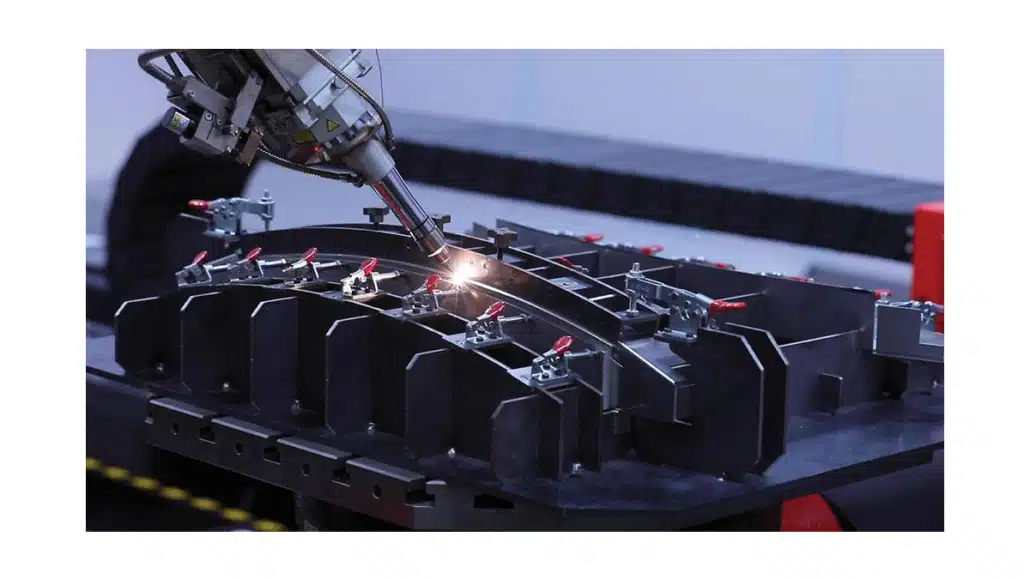
جوشکاری لیزری موج پیوسته (CW) یک تکنیک جوشکاری است که از پرتو لیزر پیوسته برای اتصال اجزای فلزی به یکدیگر استفاده می نماید. پرتو لیزر پرانرژی به سرعت فلز را گرم و ذوب نموده و یک حوضچه جوش ایجاد می نماید. برخلاف جوشکاری لیزری پالسی که از انفجارهای کوتاه انرژی لیزر استفاده می کند، جوشکاری لیزری CW یک پرتو پیوسته از نور لیزر را در طول فرآیند جوشکاری ساطع می کند و به فلز مذاب اجازه می دهد در پشت آن جامد شود و یک جوش پیوسته را تشکیل دهد.
جوشکاری لیزری CW چندین مزیت دارد. پرتو پیوسته منبع حرارت و ثابتی را فراهم نموده و در نتیجه یک درز جوش صاف و پیوسته ایجاد می گردد. گرمای ورودی ثابت نفوذ عمیق را امکان پذیر و امکان جوشکاری مواد ضخیم تر را فراهم می نماید. جوشکاری لیزری CW سرعت جوش بالایی را نیز ارائه می دهد که آن را برای تولید با حجم بالا مناسب می باشد.
حتما مطالعه کنید : آشنایی با ۱۳ نوع روش جوشکاری لیزری
این روش جوشکاری در صنایع مختلفی از جمله: خودروسازی، هوافضا، الکترونیک و تولید عمومی کاربرد دارد. معمولاً برای اتصال اجزایی مانند ورق ها، لوله ها و قطعات ساختاری استفاده می شود. جوشکاری لیزری CW به دلیل کارایی، قابلیت اطمینان و تطبیق پذیری در تولید جوش با کیفیت بالا ارزش دارد. در صنعت خودرو، از جوش لیزری CW می توان برای اتصال پانل های بدنه یا اجزای ساختاری استفاده نمود.
جوشکاری لیزری با نفوذ عمیق (Deep Penetration Laser Welding)
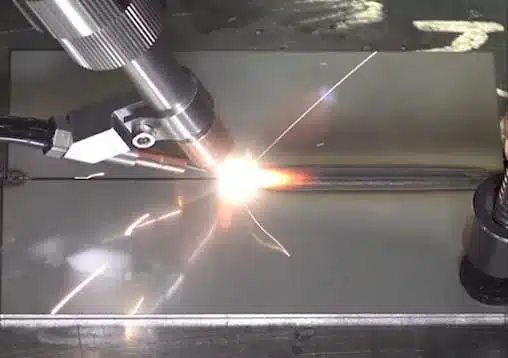
جوشکاری لیزری با نفوذ عمیق یک تکنیک جوشکاری است که از پرتو لیزر پرقدرت برای دستیابی به عمق نفوذ قابل توجهی به قطعه کار استفاده می نماید. این روش به طور خاص برای جوشکاری مواد ضخیم یا دستیابی به اتصالات جوش قوی با نسبت عمق به عرض عالی طراحی شده است.
در جوشکاری لیزری با نفوذ عمیق، یک پرتو لیزر متمرکز با چگالی توان بالا به محل اتصال بین اجزای فلزی هدایت میشود. انرژی لیزر به سرعت مواد را گرم و تبخیر و یک سوراخ کلید یا حفره در قطعه کار ایجاد می نماید. سوراخ کلید توسط انرژی شدید لیزر ایجاد می شود که باعث تبخیر فلز و ایجاد فضای خالی می گردد که در اعماق مواد گسترش می یابد. پرتو لیزر در امتداد محل اتصال حرکت نموده و سوراخ کلید را حفظ می نماید و مواد تبخیر شده برای تشکیل یک جوش قوی جامد می شوند.
ویژگی کلیدی جوشکاری لیزری با نفوذ عمیق، تشکیل و کنترل سوراخ کلید است. سوراخ کلید مسیری را برای نفوذ پرتو لیزر به اعماق مواد فراهم نموده و امکان عمق جوش قابل توجهی را فراهم مینماید. این فرآیند نیاز به کنترل دقیق پارامترهای لیزر مانند قدرت، فوکوس و سرعت حرکت دارد تا از پایداری مناسب سوراخ کلید و کنترل فرآیند جوشکاری اطمینان حاصل گردد.
جوشکاری لیزری با نفوذ عمیق چندین مزیت دارد. جوشکاری مواد ضخیم را با یک پاس امکان پذیر می نماید و نیاز به چندین پاس جوش یا آماده سازی مفصل پیچیده را از بین می برد. این فرآیند سرعت جوشکاری بالا، کیفیت جوش عالی و کاهش گرمای ورودی را ارائه می دهد که منجر به حداقل اعوجاج و ناحیه کوچک تحت تأثیر حرارت می شود. جوشکاری لیزری با نفوذ عمیق همچنین به دلیل توانایی آن در اتصال مواد با نقطه ذوب بالا و مواد غیر مشابه شناخته شده است.
کاربرد جوش لیزری با نفوذ عمیق در صنایع مختلفی از جمله: خودروسازی، هوافضا و ساخت تجهیزات سنگین یافت می شود. معمولاً برای جوش دادن اجزای ساختاری ضخیم مانند شاسی، قطعات موتور و پره های توربین استفاده می شود. این فرآیند به ویژه در کاربردهایی که در آن جوش های قوی و قابل اعتماد با نفوذ عمیق ضروری است، ارزشمند می باشد.
کلام آخر
این مقاله انواع جوشکاری لیزری را ارائه کرده، آنها را توضیح داده و در مورد بهترین زمان استفاده از هر کدام بحث کرده است. برای کسب اطلاعات بیشتر در مورد جوشکاری لیزری با شرکت پالس تماس حاصل بفرمایید.
شرکت پالس طیف گسترده ای از قابلیت های تولید، از جمله برش ورق و سایر خدمات ارزش افزوده را برای تمام نیازهای نمونه سازی و تولید شما ارائه می دهد. برای کسب اطلاعات بیشتر وب سایت ما دیدن بفرمایید.



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!