
 www.laserpulse.ir
www.laserpulse.irبازیابی عملکرد توربینها با روشهای جوشکاری لیزری
چرا بازیابی عملکرد توربینها با روشهای جوشکاری لیزری؟ کاهش عملکرد توربینهای گازی به معنای از دست دادن تولید است. اما امروزه روشهای اختصاصی جوش لیزری را برای این مدل قطعات حساس شده است که سبب بازیابی عملکرد می گردد، همچنین هزینه ها را کاهش و طول عمر ماشین آلارا افزایش می دهند.
جوشکاری لیزری توربین ها، تکنولوژی تعمیر پرکاربرد
جوشکاری لیزری یک فناوری جا افتاده در تعمیر قطعات استاتور و روتور توربینها می باشد. روشهای تعمیر که با دقت طراحی شدهاند، عملکرد خوبی را برای اجزای تعمیر شده ارائه میدهند. طیف گستردهای از آلیاژها در توربینهای گاز استفاده می گردد و هر نوع چالش های خاصی را برای جوشکاری ایجاد می نماید. این چالش ها در جنبه های مختلف فرآیندهای جوشکاری از جمله موارد ذیل می بایست مورد توجه قرار گیرند:
- پیش تمیز کردن
- پیش گرم کردن
- دمای بین گذر
- ترکیب مواد پرکننده
- دنباله جوشکاری
- نرخ های خنک کننده
- نرخ گرمای ورودی در حین جوشکاری
- عملیات حرارتی پس از جوش
طراحی یک روش تعمیر جوش با چالش های زیادی از جمله موارد ذیل همراه می باشد:
- حساسیت به ترک خوردگی مواد پایه
- ساختار تخریب شده مواد پایه در اجزای در معرض سرویس
- حساسیت به ترک خوردگی پرکننده جوش
- اکسیداسیون مواد پایه و مواد پرکننده جوش در حین جوشکاری
- اعوجاج ناشی از انقباض حرارتی در حین و بعد از جوشکاری
- سختی و شکنندگی جوش و ناحیه متاثر از حرارت (HAZ) پس از جوشکاری
- سطح تنش داخلی بالای اجزای جوش داده شده
- تفاوت بین ساختار مواد جوش و مواد پایه

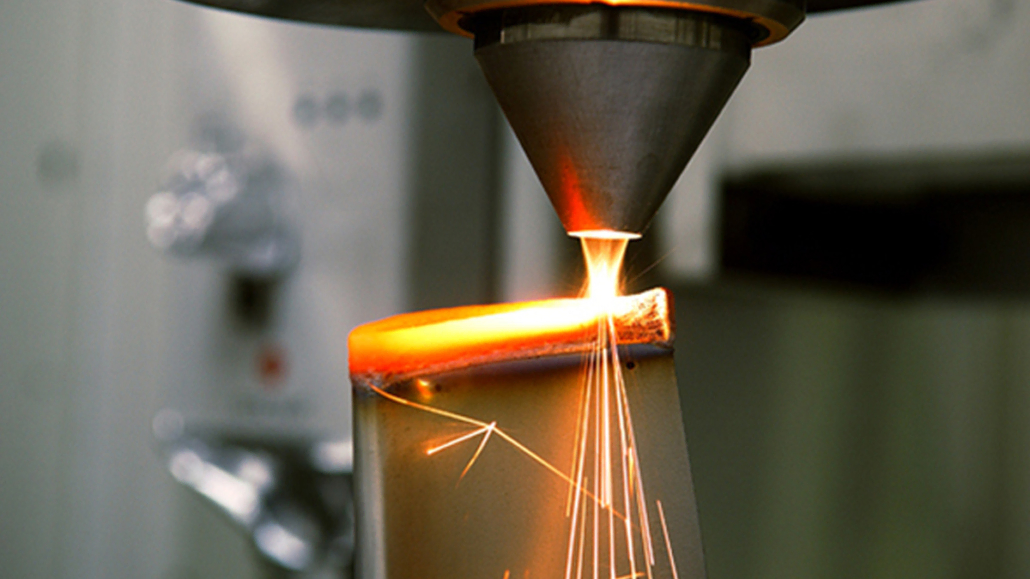
استفاده از روشهای جوشکاری لیزری جهت بازیابی عملکرد توربینها
در بازیابی عملکرد توربینها با روشهای جوشکاری لیزری ، می توان مواد از دست رفته را با اتصال ۱۰۰% پر نمود و در نتیجه اجزاء را به ۱۰۰% ابعاد و خواص اولیه بازگرداند. تعمیرات جوش با ذوب و رسوب یک فلز پرکننده بر روی مواد انجام می گردد.
جوشکاری بر دو اصل کلیدی استوار است:
- فلز هم جوشی باید مذاب باشد.
- ماده جامد شده باید پس از فرآیند دارای خواص قابل قبولی باشد.
حتما مطالعه کنید : تعمیر پره های توربین با استفاده از روش ساخت افزایشی Build-up
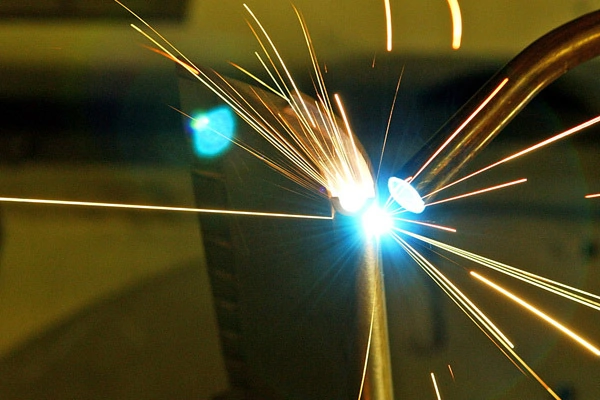
جوش لیزری تعمیری توربینها
جوشکاری لیزری تعمیری معمولاً برای بازیابی سطوح یاتاقان، اتصالات ربات، سطوح کوپلینگ و نواحی آب بندی استفاده می شود.
گروههای ذیل از آلیاژهای توربین گاز نیازمند توجه بیشتر و روشهای جوشکاری ویژه هستند:
- فولادهای کم آلیاژ
فولادهای کم آلیاژ مواد مقاوم در برابر حرارت هستند که تا دمای حدود ۵۰۰ درجه سانتیگراد برای محورهای روتور، دیسک ها و اجزای ساختاری استفاده می شوند. یک روش جوش لیزری ویژه توربین ها، تضمین می کند که استحکام و شکل پذیری مطلوب حفظ گردد. از آنجایی که کربن یک عامل اصلی است که بر سختی فولادهای کم آلیاژ تأثیر می گذارد، تمیز کردن و چربی زدایی در تمام مراحل فرآیند مهم است.
- فولاد آلیاژی و چدن
قطعات فولادی و چدنی در توربینهای گاز معمولاً با جوشکاری قابل تعمیر هستند، مشروط بر اینکه استحکام محدود ناحیه متاثر از حرارت جوش در نظر گرفته شود. بنابراین بسیاری از موارد آسیب های شدید ضربه و آسیب های خوردگی را می توان با استفاده از این فرآیند تعمیر نمود.
- فولادهای زنگ نزن فریتی/مارتنزیتی
فولادهای زنگ نزن فریتی/مارتنزیتی به طور گسترده برای پره های کمپرسور و تیغه های توربین بخار استفاده می گردند. هنگامی که فرآیندهای تمیز کردن و عملیات حرارتی به خوبی طراحی شده و به شدت رعایت گردد، آسیب ها را می توان با جوشکاری تعمیر نمود. از آنجایی که جدا کردن تیغه ها و پره ها همیشه آسان نیست، گاهی اوقات جوشکاری تعمیری باید در شرایط مونتاژ شده و با استفاده از عملیات حرارتی موضعی در ناحیه تعمیر انجام شود.
- فولادهای زنگ نزن آستنیتی، فولادهای دوبلکس
- آلیاژهای ورق فلزی مبتنی بر نیکل و کبالت
آلیاژهای ورق فلزی بر پایه نیکل و کبالت آلیاژهای انعطاف پذیری هستند که در اجزای احتراق استفاده میگردند. این آلیاژهای ورق فلزی به خوردگی تنشی حساس نیستند و معمولاً بدون هیچ مشکلی جوش داده می شوند. عملیات حرارتی پس از جوشکاری فقط برای اجزایی مورد نیاز است که تنش های پسماند ممکن است بر مقاومت در برابر فرسودگی چرخه بالا تأثیر بگذارد.
- آلیاژهای بر پایه نیکل آهنگری و ریخته گری شده با پرایم گاما بالا
سوپرآلیاژهای فورج شده با پرایم گاما بالا معمولاً در پره های فشار کم و در دیسک های توربین گاز استفاده می شوند. آلیاژهای مبتنی بر نیکل با پرایم گاما را می توان فقط با مواد پرکننده جوش آلیاژی پایین تر که کمتر مستعد ترک خوردن هستند تعمیر نمود. روشهای تعمیر که به خوبی طراحی شدهاند، همه این عوامل را در نظر میگیرند و تعمیرات را به مناطقی که قدرت پرکننده جوش کافی است محدود میکنند. ترک خوردگی میکرو با کنترل حرارت ورودی در حین جوشکاری به حداقل می رسد.
- آلیاژهای پایه نیکل DS و SX
آلیاژهای مبتنی بر نیکل DS و SX را می توان مانند قطعات معمولی ریخته گری جوش داد. تعمیر جوش میبایست طوری طراحی گردد که استحکام کمتر مواد پرکننده موجود را در نظر بگیرد. جوشکاری لیزری پتانسیل تولید جوش هایی را ارائه می دهد که ادامه ساختار DS یا SX دارند.
- آلیاژهای تیتانیوم
جوشکاری لیزری تیتانیوم ، به دلیل حساسیت آلیاژ تیتانیوم برای دریافت اکسیژن نیاز به توجه ویژه ای دارد. هنگامی که این اتفاق می افتد، آلیاژ بسیار شکننده می شود. جوش لیزری تیتانیوم را فقط باید در تاسیساتی در نظر گرفت که امکان جوشکاری با لیزر با غلظت اکسیژن بسیار کم را فراهم می کند.



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!