
 www.laserpulse.ir
www.laserpulse.irمنطقه HAZ در جوشکاری لیزری چیست ؟
منطقه متاثر از گرما (HAZ) در جوشکاری لیزری به چه معنا است؟ منطقه متاثر از گرما (یا به سادگی HAZ) زمانی رخ می دهد که فلز در معرض دمای بالا باشد. این امر تاثیر منفی بر طراحی و ساختار فلز دارد، برای همین در این مقاله به بررسی این اثرات و چگونگی کاهش آنها خواهیم پرداخت.
برخی از روش هایی که سبب تولید HAZ می گردند عبارتند از: برش مکانیکی، برش حرارتی و جوش.
- برش مکانیکی
هنگام برش مکانیکی، می بایست از مقاومت برشی فلز فراتر رفت، به همین دلیل بیشتر انرژی به گرما تبدیل می گردد، که این امر بر طول عمر ابزار و فلز در حال برش تأثیرگذار می باشد.
- برش حرارتی
در روش های برش حرارتی مانند برش لیزری و برش پلاسما در واقع از گرما برای برش استفاده می گردد، که سبب ایجاد تغییرات ساختاری و زیبایی شناختی می شود.
- جوش
در جوشکاری، مشابه برش حرارتی، از دماهای بسیار بالا برای افزودن فلز مذاب یا ذوب خود قطعات استفاده می شود.
از آنجایی که تشکیل ناحیه متاثر از گرما تأثیر قابل توجهی بر کیفیت محصول نهایی دارد، خوب است که جنبه های مختلف آن را که شامل موارد ذیل می باشد، بررسی نماییم.
- منطقه متاثر از گرما چیست؟
- رنگ چیست؟
- تشکیل منطقه متاثر از گرما
- اثرات HAZ
منطقه متاثر از گرما HAZ در جوشکاری لیزری چیست؟
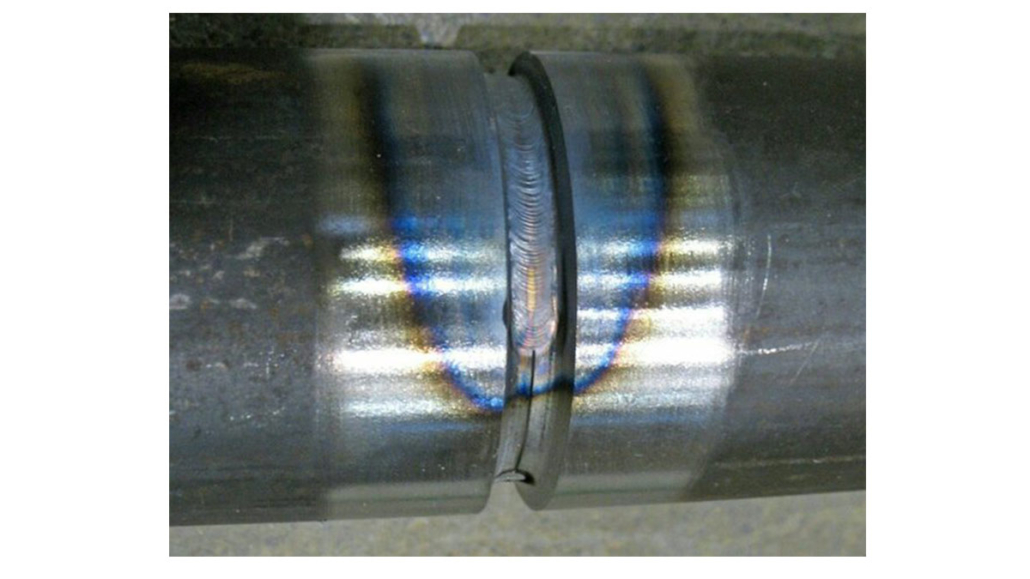
در حین برش لیزری فلزات و یا جوشکاری لیزری فلزات، آنها گرمای تولید شده را جذب می نمایند. از آنجائی که فلز رسانای گرمایی خوبی است این گرما به دور از لبه برش از طریق بدنه فلزی منتقل می گردد.
منطقه ای بین فلز ذوب شده و فلز پایه سالم تشکیل می گردد، که منطقه تحت تأثیر حرارت (HAZ) نامیده می شود. در این ناحیه، فلز ذوب نمی شود اما گرما منجر به تغییراتی در ریزساختار فلز شده است. این تغییرات در ساختار میتواند استحکام فلز را کاهش دهد.
HAZ با یک سری نوارهای رنگی روشن بین رابط برش/جوشکاری و فلز پایه بدون پیرایش قابل شناسایی است. رنگ ها از زرد روشن تا بنفش مطابق جدول شماره (۱) می باشد.
درک این نکته بسیار مهم است که HAZ باعث کاهش استحکام برای طراحی برنامه های کاربردی ایمن می گردد و ضعیف ترین بخش های یک سازه در HAZ وجود دارد.
رنگ چیست؟
در نتیجه استفاده از دماهای مختلف در طول فرآیندهای تولید، رنگهای متنوعی در HAZ وجود دارد. این رنگ ها به ترتیب افزایش دما از زرد روشن تا آبی تیره متغیر هستند.
رنگ های نوار به ترتیب پیشرفت دما عبارتند از:
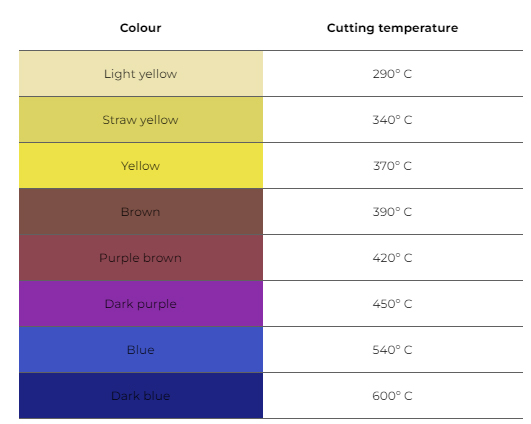
شکل شماره (۱): رنگهای موجود در ناحیه HAZ
عواملی که بیشتر بر شکل گیری این رنگهای حرارتی تأثیر می گذارند عبارتند از:
- وضعیت سطح: سطوح زبرتر سریعتر اکسید میشوند و رنگهای واضحتری تولید مینمایند.
- آلودگی سطح: ناخالصیهایی مانند زنگ زدگی، رنگ و روغن نیز بر رنگ تأثیر می گذارد. آلودگی ممکن است رنگ حرارتی را تغییر دهد اما گسترش HAZ تحت تأثیر قرار نمی گیرد.
- در دسترس بودن اکسیژن: از آنجایی که محدود کردن دسترسی به اکسیژن اکسیداسیون را کاهش میدهد، استفاده از یک پوشش الکترود یا یک گاز محافظ برای جوشکاری میتواند بر رنگ حرارتی تأثیر بگذارد.
- محتوای کروم: کروم مقاومت در برابر اکسیداسیون را افزایش میدهد. بنابراین، محتوای بیشتر کروم باعث کاهش شدت رنگ حرارتی میگردد.
تشکیل منطقه متاثر از گرما
علت تشکیل HAZ به وضوح گرما است. عرض منطقه همچنان به عوامل متعددی مانند نفوذ حرارتی و انتخاب روشهای برش بستگی دارد.
- نفوذ حرارتی
نفوذ حرارتی نقش اصلی را در تعیین چگونگی تأثیر HAZ بر فلز ایفا میکند. نسبت رسانایی حرارتی فلز تقسیم بر چگالی و ظرفیت گرمایی ویژه آن در فشار ثابت است. به عبارت ساده، انتشار حرارتی یک فلز اندازه گیری سرعت انتقال گرما از بدن آن است. اگر نفوذ حرارتی بالا باشد، فلز زودتر قادر به انتقال گرما خواهد بود. این امر منجر به خنک شدن سریعتر میشود و HAZ باریکتر میگردد. از طرف دیگر، انتشار حرارتی کم، گرما را برای مدت طولانیتری در فلز نگه میدارد و HAZ گستردهتری ایجاد مینماید.
نفوذ حرارتی فولاد ضد زنگ ۴.۲ AISI 304میلی متر مربع بر ثانیه است، در حالی که برای فولاد سازه ای ۱۱.۷۲ میلی متر مربع بر ثانیه است. این بدان معنی است که فولاد ساختاری، هنگامی که در معرض گرما قرار می گیرد، HAZ کوچکتری ایجاد مینماید زیرا سریعتر خنک میگردد. ایجاد HAZ به عوامل مختلفی از جمله پهنای ناحیه، مقدار گرمای تولید شده، مدت زمان قرار گرفتن در معرض گرما و ضخامت مواد بستگی دارد. ورق فلزی نازک سریعتر گرم میشود، بنابراین منطقه تحت تأثیر حرارت بزرگتری ایجاد مینماید.
- انتخاب روش برش
روشهای برش حرارتی کمی متفاوت است. بنابراین، منطقه تحت تاثیر حرارت حاصل نیز متفاوت می باشد. برش شعله و جوش قوس الکتریکی حداکثر مقدار گرما را تولید می کند و دارای وسیع ترین HAZ در بین همه روش ها است.
جوش های سریع و ثابت، قرار گرفتن در معرض گرما را به حداقل می رساند. بنابراین، داشتن یک جوشکار با تجربه می تواند اندازه HAZ را کاهش دهد و در نتیجه منجر به اتصال قوی تر گردد.
اندازه HAZ در برش پلاسما نسبتا نازک تر است زیرا می توان سرعت برش را دستکاری کرد تا یک HAZ نازک ایجاد نماید.
در برش لیزری یک HAZ کوچکتر ایجاد می گردد زیرا دارای یک برش باریک است و گرما به یک منطقه کوچک اعمال می شود.
فرآیندهایی مانند برش و برش با جت آب، HAZ ایجاد نمی نمایند، زیرا شامل گرم شدن بیش از حد مواد نمی شوند. این چیزی است که باید در هنگام طراحی قطعاتی که نیاز به قابلیت اطمینان بیشتری دارند در نظر گرفته شود.
اثرات HAZ
منطقه متاثر از گرما منجر به تغییرات ساختاری در فلز می شود که باعث ضعیف شدن قطعه در این ناحیه میگردد. خواص مکانیکی یک فلز مانند مقاومت در برابر فرسودگی، اعوجاج و ترکخوردگی سطح تحت تأثیر این امر قرار میگیرند.
لینک منبع : سایت fractory



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!