
 wwww.laserpulse.ir
wwww.laserpulse.irپیشرفت در تکنولوژی جوشکاری لیزری
در طول ۳۰ سال گذشته تغییرات زیادی در فناوری لیزر و پیشرفت در تکنولوژی جوشکاری لیزری ایجاد شده است. با هر پیشرفت چالش ها و فرصت های جدیدی به وجود می آید. لیزر CO2 با طول موج ۱۰ میکرون به دلیل کارایی در زمینه های مختلف از جمله برش صفحات نازک تا ضخیم و جوشکاری سریع با حفظ کیفیت بالا در سال های پیش مورد توجه قرار گرفته است. اندکی بیش از ۱۰ سال پیش، فیبرهای طول موج ۱ میلی متر با روشنایی بالا و لیزرهای دیسکی وارد بازار شدند.
اگرچه لیزرها از نظر انرژی بسیار کارآمد بودند و حتی می توانستند فولاد ۸.۱ اینچی را بسیار سریع تر برش دهند، اما ما شاهد بروز چالش هایی از جمله جذب طول موج بوده ایم؛ به این معنی که انرژی کمتری برای رسیدن به کف صفحه ضخیم داشته ایم. این چالش ها از آن پس با اپتیک های جدید برش نوری متمرکز با زاویه تندتر و طراحی نازل برنده برطرف شده اند.
جدیدترین فناوری و سیستم های جوش لیزری فیبر
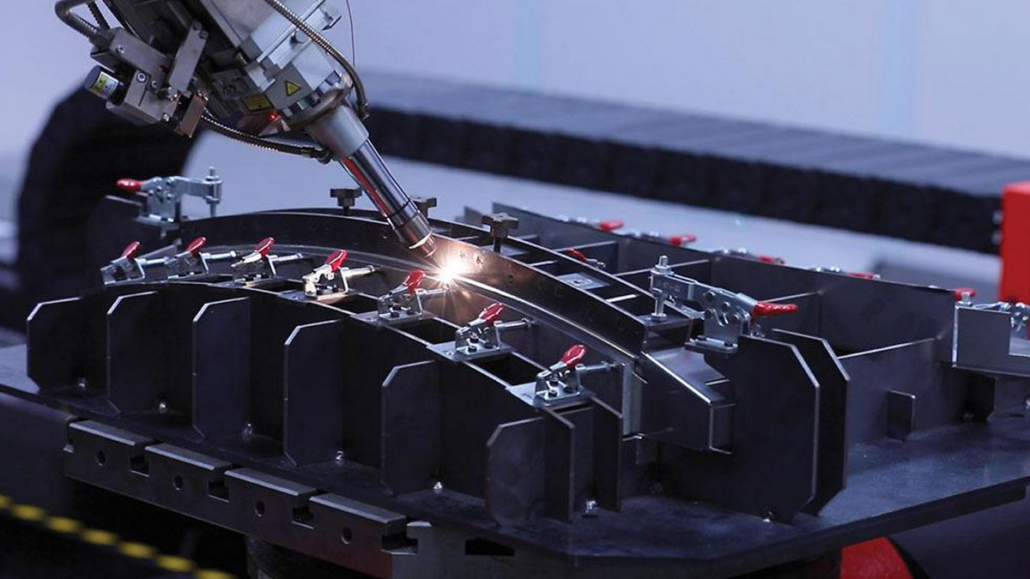
قابلیت ها و انعطاف پذیری جدید برای جوشکاری فیبر لیزری فلزات و آلیاژها مورد توجه بسیاری از تولیدکنندگان برجسته به ویژه در صنعت هوافضا قرار گرفته است. این پیشرفت ها بر توسعه فرایندها و قابلیت های سیستم جوشکاری اجزای دو بعدی و سه بعدی با لیزرهای فیبر CW و QCW با قدرت کم، متوسط و زیاد متمرکز است.
فلزات و آلیاژهایی که این قابلیت ها برای آنها نشان داده شده است شامل فولاد ضد زنگ ۳۰۴ ، آلیاژهای تیتانیوم از جمله Ti-6Al-4V و Ti-6Al-2Sn-4Zr-6Mo و آلیاژهای با درجه حرارت بالا بر اساس نیکل از جمله Inconel 625 ، Inconel 718 و Hastelloy X می باشد. در دسترس بودن لیزر فیبر CW و QCW با قدرت متوسط چند کیلووات، طول موج ۱ میکرومتر و روشنایی بالا (کیفیت پرتو) منبع لیزری با قابلیت و انعطاف پذیری جدید را فراهم می نمایند.
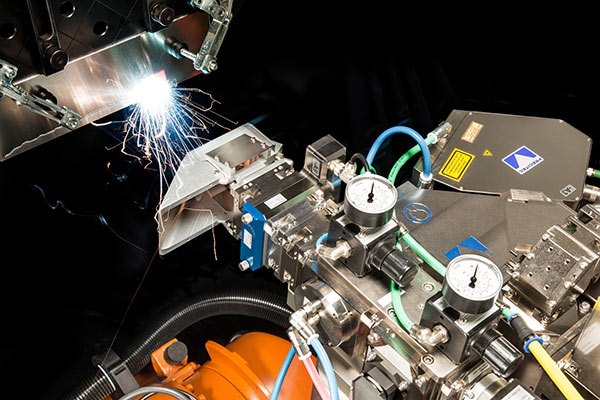
در مقایسه لیزرهای CO2 برای جوشکاری، به خوبی مستند شده است که طول موج ۱ میکرومتر لیزر فیبر، از طریق ساده تر کردن پرتو با استفاده از کابل های فیبر نوری به جای چرخاندن آینه، مزایایی را ارائه می دهد. جذب بیشتر توسط فلزات، به ویژه آنهایی که رسانای خوب الکتریکی مانند آلومینیوم و مس هستند و جذب کمتری توسط توده پلاسما که در بالای استخر جوش ایجاد شده است. روشنایی بیشتر لیزر فیبر در مقایسه با لیزرهای Nd: YAG با قدرت بالا بدین معناست که پرتو لیزر در صورت تمایل می تواند بر اندازه های کوچکتر متمرکز شود که به نوبه خود منجر به افزایش چگالی توان می گردد. این عوامل به نفوذ عمیق تر و سرعت جوشکاری سریع تر کمک می کند. آنها همچنین به معنی فرآیندهای جوشکاری پایدارتر در طیف وسیع تری از فلزات و آلیاژها هستند.
 www.laserpulse.ir
www.laserpulse.ir


 wwww.laserpulse.ir
wwww.laserpulse.ir wwww.laserpulse.ir
wwww.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!