
 www.laserpulse.ir
www.laserpulse.irجوشکاری لیزری آلیاژهای آلومینیوم و فلزات غیر مشابه
شاید برای شما هم پیش آمده باشد که نیاز به جوشکاری لیزری آلیاژهای آلومینیوم و فلزات غیر مشابه پیدا کرده باشید ، آلیاژهای آلومینیوم به دلیل چگالی کم و خواص ساختاری خوب در طیف وسیعی از کاربردهای صنعتی مورد استفاده قرار می گیرند. آلیاژهای آلومینیوم را می توان به دو گروه اصلی تقسیم کرد:
- آلیاژهای ریخته گری
- فرفورژه
بیشتر به سری های آلیاژی، همانطور که در جدول ۱ نشان داده شده است.
| آلیاژهای آلومینیوم فرفورژه | آلیاژهای آلومینیوم ریخته گری | ||
| عناصر آلیاژی اصلی | سری آلیاژی ۴ رقمی | عناصر آلیاژی اصلی | سری آلیاژی ۴ رقمی |
| خالص (۹۹%) | ۱XXX | خالص (۹۹%) | ۱XXX |
| فلز مس | ۲XXX | فلز مس | ۲XXX |
| سیلیکون، مس، منیزیم | ۳XXX | سیلیکون، مس، منیزیم | ۳XXX |
| سیلیکون | ۴XXX | سیلیکون | ۴XXX |
| منیزیم | ۵XXX | منیزیم | ۵XXX |
| منیزیم و سیلیکون | ۶XXX | فلز روی | ۶XXX |
| فلز روی | ۷XXX | قلع | ۷XXX |
| لیتیوم | ۸XXX | سایر | ۸XXX |
جوشکاری لیزری یک فناوری اتصال کلیدی است زیرا می تواند مزایای متمایز را نسبت به تکنیک های اتصال معمولی مانند TIG، MIG، جوشکاری نقطه ای مقاومتی، بست مکانیکی و اتصال چسب ارائه دهد.
انواع مکانیسم جوش لیزری
دو مکانیسم جوش لیزری وجود دارد:
- سوراخ کلید
- هدایت
جوشکاری سوراخ کلید به طور گستردهای مورد استفاده قرار می گیرد زیرا جوش هایی با نسبت ابعاد بالا و مناطق باریک تحت تأثیر حرارت ایجاد مینماید. جوشکاری حالت سوراخ کلید معمولا برای آلیاژ آلومینیوم سری ۵xxx با توان متوسط ۳ کیلو وات و جوش حالت هدایت برای آلیاژ آلومینیوم سری ۵xxx با توان متوسط ۴۰۰ وات مناسب می باشد.
حتما مطالعه کنید : تاثیر سختی فولاد در برش و جوش لیزری
جوشهای رسانا معمولاً با استفاده از پرتوهای لیزر متمرکز کم توان در کاربردهایی که نیاز به نفوذ نسبتاً کم عمق و نسبت ابعاد پایین دارند تولید می شوند. به عنوان مثال، جوش رسانایی برای جوش دادن ورق های نازکی که استحکام اتصال متناسب با قطر جوش در سطح مشترک دو ماده است، استفاده می شود.
غلبه بر چالش های جوشکاری لیزری
چالش های اصلی مرتبط با جوشکاری لیزری آلیاژهای آلومینیوم، بازتاب بالای مواد به طول موج لیزر، هدایت حرارتی بالا، و فراریت اجزای تشکیل دهنده و نقطه جوش پایین تعدادی از آلیاژها است. این مشکلات و سایر مشکلات مربوط به مواد میتواند منجر به مشکلات کیفیت جوش از جمله ترک خوردگی ناحیه متاثر از جوش و حرارت، تخلخل جوش و تخریب در خواص مکانیکی شود. مطالعات تجربی دقیق انجام شده در Prima Power Laserdyne قابلیت جوشکاری طیف وسیعی از آلیاژهای آلومینیوم را بدون مواد پرکننده نشان داده است. این مطالعات همچنین شامل جوشکاری ترکیبات مختلف مواد غیرمشابه مورد استفاده در صنایع هوافضا و خودرو بوده است.
آزمایشات جوشکاری شامل لیزرهای فیبر موج پیوسته (CW) و شبه موج پیوسته (QCW) بوده است. پارامترهای لیزر و پردازش شامل طیفی از توان لیزر، موج پیوسته، خروجی پالس، چگالی توان، سرعت جوشکاری و سایر متغیرهای فرآیند استفاده شده است و جوشهای حاصل با استفاده از آزمونهای متالوگرافی و مکانیکی ارزیابی شده اند.
جوشکاری آلیاژهای آلومینیوم به آلیاژهای دیگر
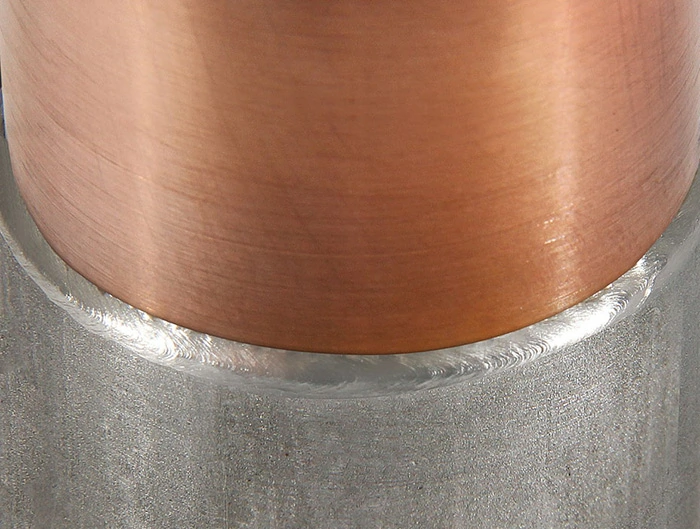
چالش در اتصال آلومینیوم با فلزات و آلیاژهای دیگر بیشتر است، اگرچه با توجه به تعداد فرصتهایی که برای اتصال اجزای فلزی غیرمشابه وجود دارد، ارزش تلاش را دارد. به طور خاص، جوشکاری فلزات و آلیاژهای غیرمشابه به دلیل تفاوت در خواص فیزیکی و شیمیایی، مانند نقاط ذوب و جوش، هدایت حرارتی، چگالی و ضریب انبساط چالش برانگیز میباشد. این تفاوتها اغلب منجر به تشکیل فازهای بین فلزی شکننده میگردد که برای استحکام مکانیکی و شکل پذیری اتصالات جوش داده شده مضر است.
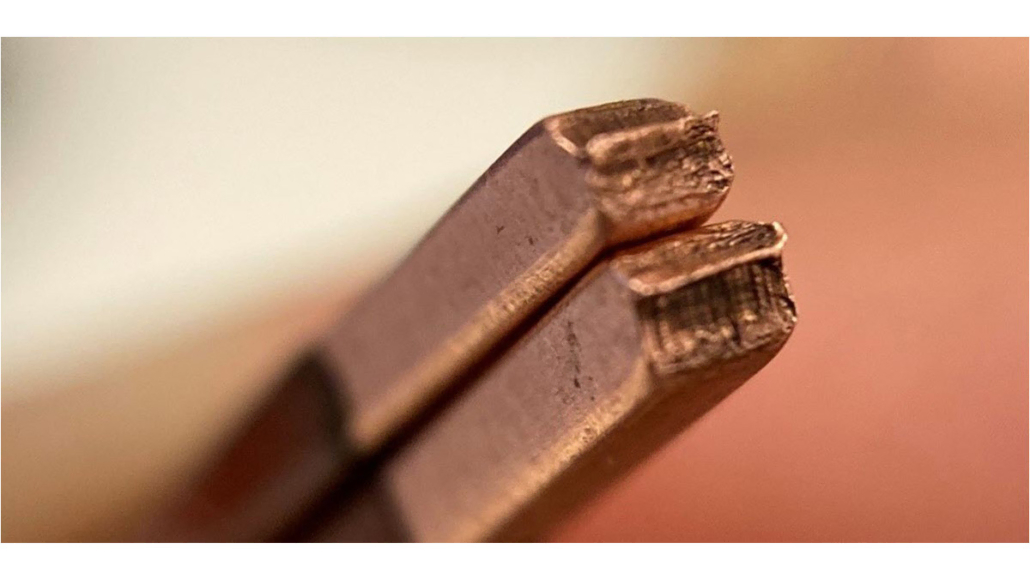
یکی از ترکیبات مواد متفاوتی که مورد آزمایش قرار گرفت، تیتانیوم و آلومینیوم بوده است. تقاضا برای اتصالات فلزی غیر مشابه آلیاژ تیتانیوم به آلومینیوم در صنعت، به ویژه در صنعت وسایل نقلیه حمل و نقل به وجود آمده است. با این حال، به خوبی شناخته شده است که جوشکاری ذوبی تیتانیوم به آلیاژ آلومینیوم تا حدی بسیار دشوار است زیرا ساختارهای کریستالی تیتانیوم و آلومینیوم متفاوت هستند. همچنین تفاوتهای عمدهای در خواص فیزیکی مهم در جوش وجود دارد (به عنوان مثال، نقطه ذوب، هدایت حرارتی، و ضریب انبساط حرارتی).



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!