
 www.laserpulse.ir
www.laserpulse.irجوشکاری ورق فلز با جوش لیزر
در مقاله قبلی ( ۳ روش جوشکاری ورق فلز ) به بررسی روش های جوشکاری ورق فلز با استفاده از از MIG (گاز بی اثر فلزی مانند)، TIG (گاز بی اثر تنگستن) پرداخته شد در این مقاله به روش سوم ، که جوشکاری ورق فلز با جوش لیزر می باشد پرداخته خواهد شد . همانطور که در مقاله قبلی نیز ذکر شد روش های استفاده شده به عوامل زیادی بستگی دارد که در ادامه به بررسی آنها خواهیم پرداخت.
بررسی جوشکاری ورق فلز با جوش لیزر
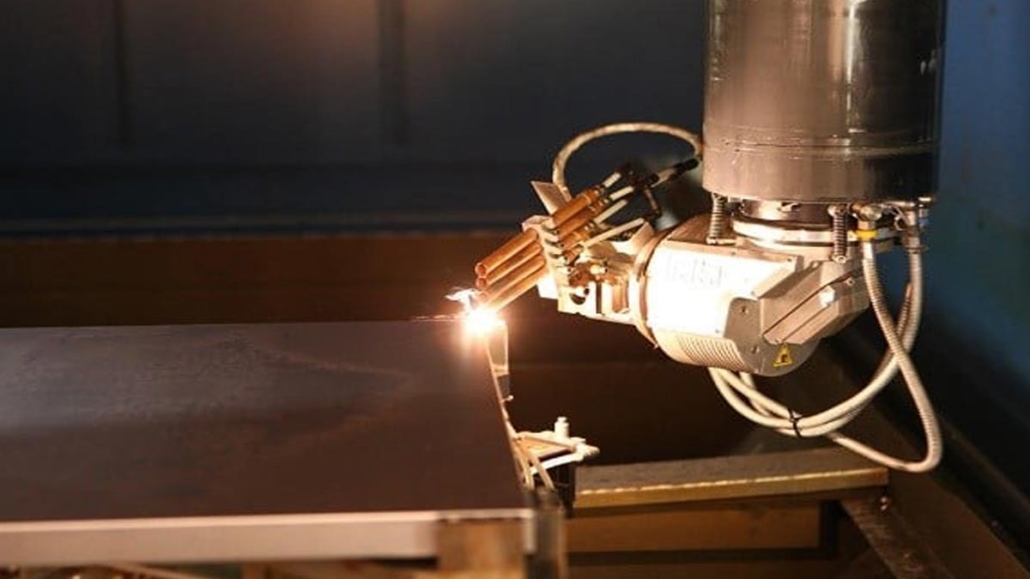
روند جوشکاری ورق فلزی با جوش لیزر
جوشکاری با لیزر یک فرآیند جوشکاری تلفیقی است که با استفاده از یک پرتو لیزر یک منبع حرارتی غلیظ را فراهم می نماید که مواد را با هم ذوب کند. این نیاز به یک قسمت بسیار نزدیک دارد که فاصله بین قطعات زیاد نباشد. تجهیزات ساخت دقیق امروزه اکنون قادر به حفظ تحملهای لازم برای جوشکاری لیزر ثابت هستند. بسته به ظاهر مورد نظر، محافظ گاز ممکن است لازم نباشد. علاوه بر سرعت، مزایای جوشکاری لیزر شامل درزهای نازک و کوچک جوشکاری و اعوجاج حرارتی کم است. بر خلاف جوشکاری TIG، لیزر اتوژن است (سیم پرکننده ای اضافه نمیشود)، بنابراین تجمع مواد جوش بسیار کم است. این همچنین باعث میشود که قطعات بسیار کوچکتر در مقایسه با سایر فرایندها به سادگی جوش داده شوند.
انواع جوش لیزر ورق فلز
برای جوشکاری لیزر دو نوع جوش وجود دارد: فن آرایش و تزئین (یا رسانایی) و سوراخ کلید. در جوش تزئینی لیزر را از حالت فوکوس خارج کرده و امکان جوشکاری بسیار نرم و گسترده را فراهم مینمایید. جوش سوراخ کلید از طریق لایه اول مواد به لایه دوم میچسبد. با خنک شدن ماده مذاب، یک اتصال جوش جامد ایجاد میگردد. جوش سوراخ کلید زمانی استفاده میشود که ظاهر جوش آرایشی حیاتی نباشد اما یکپارچگی مهر و موم لازم باشد.
انواع لیزر
جوشکارهای لیزر فعلی به دلیل طول موج عملیاتی مربوطه در طیف نور، به عنوان ماشینهای با طول موج کوتاه یا بلند تعریف میشوند. برخی از منابع لیزر با طول موج کوتاه لیزرهای YAG یا فیبر هستند. منابع طول موج بلند معمولاً لیزرهای نوع CO2 هستند. پرتوهای لیزر با طول موج کوتاه با سرعت بیشتری جذب لایه میشوند و بنابراین در انتقال انرژی نور کارآمدتر هستند. هرچه انرژی نوری بیشتری جذب شود، لایهها سریعتر به حالت مایع منتقل میشوند.
سرعت لیزرها
لیزرها شبیه روباتها با سرعتی برابر با ۵۰ تا ۸۰ اینچ در دقیقه کار می کنند.
ملاحظات مادی در جوش لیزر ورقهای فلزی
فولادهای کربنی:
هم جوشکاری زیبایی و هم سوراخ کلید را میتوان روی فولاد کربنی استفاده نمود و فولاد کربن را میتوان هم با لیزرها با طول موج کوتاه و هم با طول موج بلند جوش داد. تجمع مواد در جوشکاری لیزر بسیارکم است.
فولادهای ضد زنگ:
برای فولادهای ضد زنگ میتوان از هر دو نوع جوش بسته به کاربرد محصول استفاده نمود، ممکن است در یک فرآیند پس از جوشکاری برای از بین بردن رنگ حرارت مورد نیاز باشد. اگر مادهای که جوش داده میشود از جنس استنلس استیل و دارای براقکاری براق باشد، به دلیل ریز درزهای جوشکاری استفاده مجدد و مخلوط شدن لازم نیست. یک مزیت اضافی برای جوشکاری لیزر ضد زنگ این است که منطقه تحت تأثیر گرما به دلیل سرعت جوش لیزر قابل ملاحظهای کاهش مییابد یا حتی از بین میرود.
آلومینیوم:
برای جوشکاری آلومینیوم، باید از لیزرهای طول موج کوتاه استفاده شود زیرا در مقایسه با لیزرهای طول موج بلند، مقدار کمتری از پرتو منعکس میشود. اکنون بسیاری از ماشینها دارای تنظیمات پرتو هستند که به لیزر امکان تولید یک جوش ثابت و تمیز را میدهد که شباهت زیادی به جوش TIG دارد.
فولادهای روکشدار:
فولادهای روکشدار (گالوانیزه) چالشی برای جوشکاری لیزر است. در جوشکاری سوراخ کلید، نقاط ذوب مختلف پوشش و مواد روی سطح منجر به جوشکاری ناقص میشود. با تبدیل پوشش به گاز و ایجاد اختلال در گودال جوش، پاشش زیادی ایجاد میگردد. هر دو نوع لیزر می توانند فولادهای روکش شده را جوش دهند.
سفارش خدمات جوشکاری و حک لیزری
مفتخریم که با بهره گیری از کارشناسان فنی مجرب و کارازموده این مجموعه آمادگی خود را جهت مشاوره و همکاری طراحی پیاده سازی و اجرا(صفر تا صد) در فرایندهای جوشکاری ، برش ، حک لیزر فلزات و … را جهت صنایع و کارفرمایان محترم اعلام دارد. جهت مشاوره رایگان و یا سفارش تنها کافی است با مجموعه ما تماس بگیرید.
منبع : سایت estesdm



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!