
 www.laserpulse.ir
www.laserpulse.irجوشکاری استیل ضد زنگ ۱۰۰ میکرون با لیزر فایبر
جوشکاری استیل ضد زنگ ۱۰۰ میکرون با استفاده از لیزر فایبر به این دلیل امکان پذیر است چون لیزرهای فایبر برای جوشکاری دقیق بسیار مناسب می باشند، قطعات جوشکاری شده دقیق در صنعت پزشکی یا رایانه نیاز به جوشکاری با کیفیت بسیار بالا اما نفوذ نسبتاً کم دارند و ضخامت آنها معمولاً کمتر از ۰.۱ میلی متر است. متوسط توان مورد نیاز برای جوشکاری اجزای کوچک پزشکی برای این ضخامت نسبتاً کم است و عمدتا کمتر از ۵۰ وات می باشد. برای مثال می توان استیل ضد زنگ ۳۰۴ با ضخامت ۰.۱ میلی متر را به راحتی بدون ایجاد تنش و گرما جوش داد. بررسی متالوگرافی این جوش ها نشان می دهد که آنها جوشکاری های مداوم با کیفیت بسیار بالا و بدون پراکندگی می باشند. در شکل شماره (۱) جوشی با سرعت جوشکاری ۲.۵ متر در دقیقه و توان۳۰ وات را نمایش داده ایم.
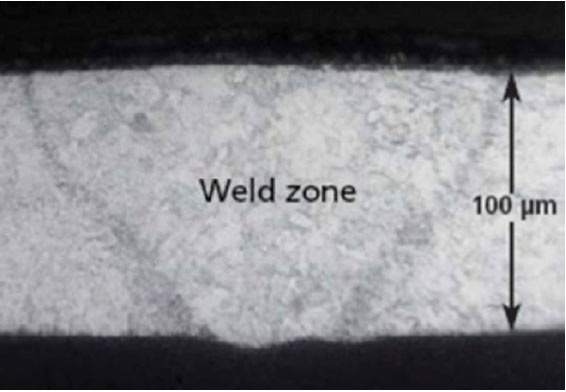
شکل شماره ۱
چرا جوشکاری استیل ضد زنگ ۱۰۰ میکرون با استفاده از لیزر فایبر
از زمان شروع صنعت لیزر، از لیزرهای CO2 با قدرت بالا برای جوشکاری ورق های استیل استفاده می گردید و اطلاعات زیادی در مورد این موضوع در دسترس است. با این حال، جوشکاری ورق های استیل بسیار نازک یک موضوع چالش برانگیز است زیرا برای جلوگیری از نفوذ بیش از حد و آسیب رساندن به ورق ها، درجه کنترل بسیار بیشتری لازم است. تا همین اواخر، این برنامه به طور انحصاری توسط لیزرهای حالت جامد پالسی انجام می گردید که در آن یک سری نقاط با هم تداخل داشتند و انرژی پالس کم استفاده می شد. با ورود لیزرهای فیبر صنعتی به میزان توان تا ۱۰۰ وات، یک ابزار جوشکاری جایگزین برای این موضوعات چالش برانگیز ارائه شده است. با استفاده از خدمات جوش لیزر فایبر که کاهش هزینه ها را به صورت چشم گیری ارتقا داده است.
مزایای لیزرهای فایبر
لیزرهای فایبر دارای چندین مزیت هستند که به طور خلاصه می توان به موارد ذیل اشاره نمود:
- خروجی بسیار پایدار
- تعمیر و نگهداری رایگان
- رد کوچک جوش
- سهولت ادغام
- سطح بالای کنترل فرآیند
در شکل شماره (۲) نفوذ جزئی جوش نشان داده شده است.
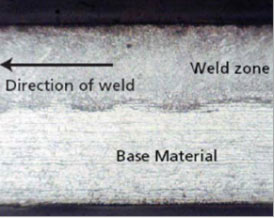
شکل شماره ۲
جوشکاری سوراخ کلید
اصطلاح “سوراخ کلید” به سوراخ کلیدی پلاسما و بخار گفته می شود که ممکن است در صورت برخورد پرتوی لیزر با شدت زیاد به سطح اکثر فلزات ایجاد گردد. سپس این سوراخ کلید از طریق ناحیه اتصال عبور داده می شود. جوشکاری سوراخ کلید این فلزات بسیار نازک معمولاً بسیار چالش برانگیز می باشد.
هدایت جوشکاری محدود
در این روش، از پرتو لیزر با شدت کمتر و پالس های با سرعت بالا و تکرار کم برای تولید جوش استفاده می گردد. هر پالس یک جوش نقطه ای تولید می کند و این جوش های نقطه ای هم پوشانی یک درز مداوم را ایجاد می نمایند. این روش توسط لیزرهای حالت جامد و توان متوسط <100 وات ارائه شده است. در این روش، برای دستیابی به جوشکاری با نفوذ مداوم، پایداری پالس به پالس منبع لیزر بسیار مهم می باشد. از این رو برای هر دو روش جوشکاری، پایداری لیزر حیاتی است. بنابراین مهم ترین مزیت لیزر فیبر صنعتی برای جوشکاری دقیق ، پایداری لیزر میباشد.
جزئیات تجربی نمونه جوش لیزر
برای تولید نمونه های جوش، می بایست توان خروجی لیزر تغییر یابد تا توان مورد نیاز برای تولید جوش های با کیفیت بالا برای این ضخامت استیل شناسایی گردد. سرعت جوشکاری نیز به صورت تدریجی تغییر کرده بنابراین این ها متغیرهای اصلی مورد مطالعه هستند. برای تأیید و گسترش مشاهدات بصری، نمونه های متالوگرافی برای بررسی آماده شدند. برش مقطع عرضی چندین جوش از تنظیم پارامترهای مختلف با استفاده از روش های متالورژی متداول تهیه گردیده است.
جوش نشان داده شده به نظر می رسد حالت مخلوطی از ویژگی های دو جوش هدایت و سوراخ کلید است. جوش کم قدرت نشان داده شده در شکل ۲ یکنواختی نفوذ جوش را نشان می دهد. این اشکال مختلف جوش برای انواع مختلف اتصالات و کاربردهای مختلف جوش مناسب خواهد بود. جوش های ساخته شده با این پارامترها دارای یک فرآیند جوشکاری کنترل شده با مهره های جوش تمیز و بدون پاشش هستند.
منبع : spilasers



 www.laserpulse.ir
www.laserpulse.ir www.laserpulse.ir
www.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!