
 wwww.laserpulse.ir
wwww.laserpulse.irجوشکاری فلز مس با استفاده از لیزر Wobble
در این مقاله به جوشکاری فلز مس با استفاده از لیزر Wobble می پردازیم چرا که جوشکاری لیزر به دلیل دقت و سرعت بالا کاربردهای زیادی در صنعت الکترونیک، خودرو، هواپیما و … دارد، همچنین می توان از مزایای جوشکاری لیزر به ایجاد فرایند کارآمد و پایدار اشاره نمود.
در جوشکاری لیزر سنتی، یک سرجوش ثابت با قدرت بالاتر و کیفیت پرتوی پایین تر انجام می گردد تا عرض جوش قابل قبول را ارائه دهد، زیرا پرتوهای تک حالت بیش از حد تیز هستند و منجر به پروفیل های جوش بسیار باریک می شوند. در مقابل جوش Wobble (یا جوشکاری نوسانی) جایی است که از لیزر با کیفیت پرتو بالا با هد اسکن گالوو برای نوسان سریع کانون استفاده می گردد. این روش جوشکاری کنترل پارامترهای جوشکاری مانند عرض و عمق نفوذ جوشکاری را بسیار آسانتر می نماید که می تواند به یک فرآیند جوشکاری کارآمدتر منجر گردد.
جوشکاری فلز مس با لیزر Wobble
به طور معمول، به دلیل انعکاس پذیری نوری بالا و هدایت حرارتی، جوشکاری مس چالش برانگیز می باشد و این امر می تواند منجر به جوشکاری ناپایدار گردد که مستعد تشکیل پراکندگی است. بازتاب پذیری بالا به این معنی است که مواد نسبت زیادی از پرتوی لیزر را جذب نمی کنند که می تواند منجر به سطوح بالای بازتابش شود، و این امر به طور بالقوه باعث آسیب به سیستم تحویل پرتو و بی ثباتی لیزر می شود. با استفاده از روش جوشکاری فلز مس با لیزر Wobble (یا جوشکاری نوسانی) می توان این مسائل را کاهش داد.
حتما مطالعه کنید :مقایسه جوش لیزر wobble با جوش لیزر fiber
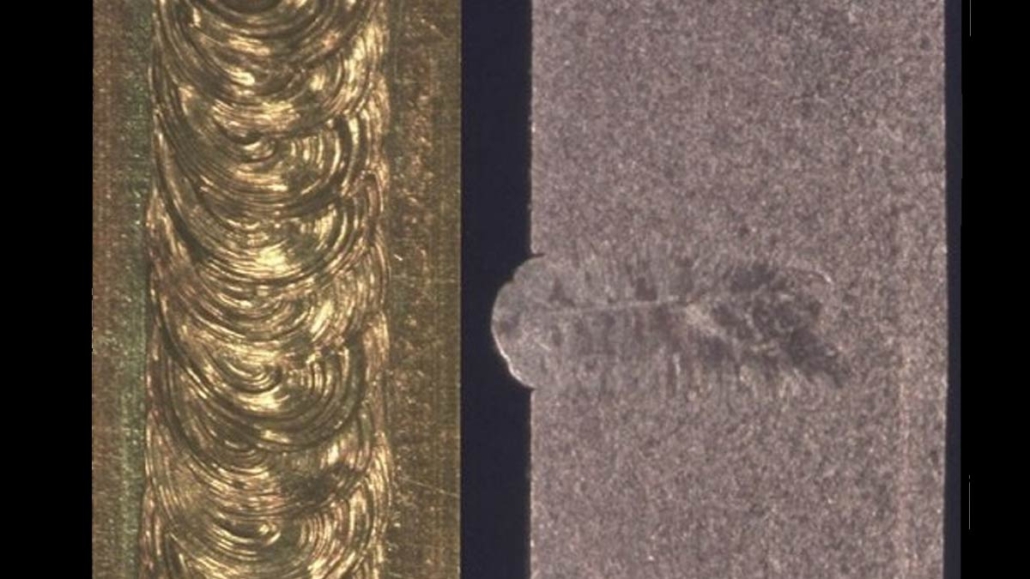
جوشکاری فلز مس با لیزر Wobble به صورت جوش لب به لب مس با مس با استفاده از لیزر Wobble (یا جوشکاری نوسانی) و گاز محافظ آرگون انجام می پذیرد. پرتو با استفاده از لیزر استاندارد با کیفیت گالوو به قطعه کار تحویل داده شد. در هنگام حرکت در امتداد مسیر جوش، پرتو به سرعت به صورت دایره ای حرکت می نماید، بنابراین جوشکاری به عرض دلخواه تولید می گردد ضخامت صفحه بالا ۱.۵ میلی متر می باشد که به صفحه پایین با ضخامت ۲.۵ میلی متر متصل می گردد. سرعت جوشکاری ۶۰ میلی متر بر ثانیه با اتصال قوی بدون پاشش حاصل می گردد. به همین ترتیب یک ورق مسی ۰.۳ میلی متر بر روی صفحه پایین ۲.۵ میلی متر جوش داده شده و سرعت جوشکاری ۲۰۰ میلی متر بر ثانیه بدست می آید. این نتیجه خوبی است زیرا جوشکاری با لیزر معمولی با چنین سرعتی در این سطح قدرت، پاشش زیادی ایجاد خواهد نمود.
مشکلات وچالش های جوشکاری لیزری مس
مشکلات در جوشکاری لیزری مس ناشی از دو ویژگی فیزیکی آن است: جذب کم اکثر لیزرهای صنعتی با قدرت بالا و هدایت حرارتی بالا در طول فرآیند.
جذب مس با کاهش طول موج افزایش مییابد و لیزرهای باند مرئی مانند لیزرهای سبز با طول موج ۵۳۲ نانومتر را برای جوشکاری مس مناسب میسازد. با این حال، این لیزرها یا در دسترس نیستند یا به طور کامل برای محدوده توان لازم برای اکثر کاربردهای جوشکاری آزمایش نشده اند. لیزرهای مادون قرمز هنگام کار با مواد جامد با مشکلات جذب مواجه می شوند. در حین جوشکاری با نفوذ عمیق، اگر ماده ذوب یا تبخیر شود، میزان جذب آن بسیار افزایش می یابد.
میزان جذب مس جامد کمتر از ۴ درصد است، اما میزان جذب بخار مس (تولید شده در جوشکاری با نفوذ عمیق سوراخ کلید) بیش از ۶۰ درصد است (به جدول زیر مراجعه کنید).
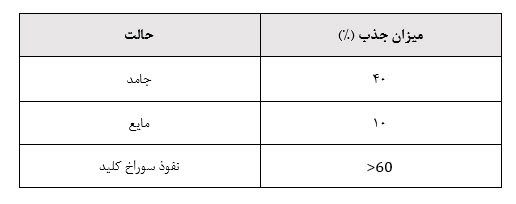
جدول: قابلیت جذب مس به اشعه لیزر مادون قرمز نزدیک تحت شرایط مختلف
این مشکل جذب را می توان با استفاده از چگالی توان بسیار بالا حل کرد که ذوب و تبخیر مس را تسریع می کند و در نتیجه جذب آن را افزایش می دهد. چگالی توان بالا لازم برای جوشکاری را می توان با استفاده از لیزر فیبر تک حالته بدست آورد. این نوع لیزر در مقایسه با سایر لیزرهای حالت جامد، کیفیت پرتو و عملکرد فوکوس بالاتری دارد.
یکی دیگر از مسائل مربوط به فرآیند جوشکاری مس، ناپایداری است که در سرعت های جوشکاری پایین رخ می دهد. به طور معمول، سرعت جوش کمتر از ۵ متر در دقیقه با مشکلات ناپایداری مانند پاشش، تخلخل و سطوح جوش نامنظم مواجه می شود. اما با افزایش سرعت جوش، این ناپایداری ها به تدریج از بین می روند. در سرعت های جوش بین ۵-۱۵ متر در دقیقه کیفیت به حد قابل قبولی می رسد.
آزمایشها نشان دادهاند که لیزرهای فیبر با روشنایی بالا میتوانند به طور موثر تمام مشکلات شناخته شده در کاربردهای جوشکاری مس را برطرف کنند. چگالی توان بالای این لیزرها امکان تشکیل فوری سوراخ های کلید را فراهم می کند و پایداری و جذب بالا را حتی در طول موج ۱۰۷۰ نانومتر تضمین می نماید. از طریق نوسان پرتو دینامیکی، فرآیند جوشکاری بسیار پایدار است و باعث کاهش یا حذف تخلخل و پاشش برای تولید جوشهای با کیفیت بالا میشود. پارامترهای نوسان تیر را نیز می توان برای کنترل هندسه جوش تنظیم کرد و در نتیجه جوش های کم عمق در فرآیندهای جوشکاری با نفوذ عمیق ایجاد می شود.
با استفاده از لیزر فیبر شبه پیوسته پالس بلند، جوش نقطه ای را می توان در یک پالس از طریق حرکت دینامیکی پرتو با سرعت بالا انجام داد. با افزایش تدریجی تعداد پالس ها، می توان به جوش های باکیفیت با توان متوسط کم دست یافت.
 www.laserpulse.ir
www.laserpulse.ir


 wwww.laserpulse.ir
wwww.laserpulse.ir wwww.laserpulse.ir
wwww.laserpulse.ir
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید ؟در گفتگو ها شرکت کنید!